Week commencing 4 december 2017
The damaged leading vacuum cylinder outside bearing was weld repaired and bored out this week. It was finished undersize, the same as the one on the opposite side of the loco, so they can be tried in position for alignment and then be finished bored. When removed, one was bored off-centre and the alignment will have to be checked to see if this is required again.

The superheater header was returned to York this week, complete with a new set of end sealing plugs. The thread on the plugs made a very good fit in the holes. The tube expanding gear for the elements was sorted through and a few sets which are in good condition, complete with drives, have been separated and will be sent with the header to Llangollen.



The tender strainer box was removed this week. It was separated from the tender sometime ago when the sump was removed, but was too large to follow the sump out of the tender tank. This week it was dismantled inside the tank and passed out in parts. The component parts are now being stripped and descaled and will be painted and reassembled. We also made progress on the removal of the tender brake gear, with the removal of the brake blocks and linkages at the front of the tender.
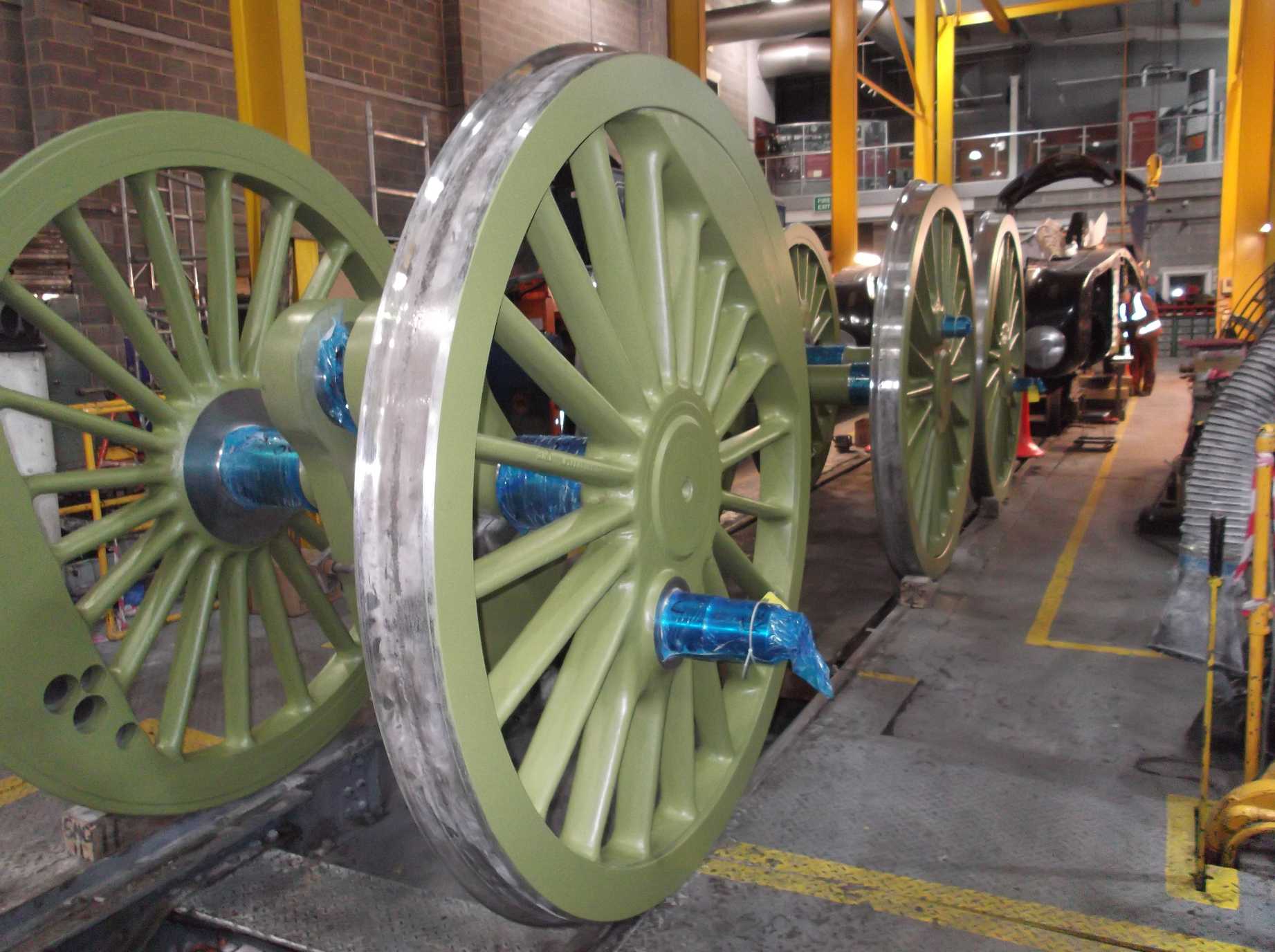
The sanding of the filler in the right driving wheel was completed early this week. It was painted in primer the same day and by the end of the week all the coupled wheels had received two coats of primer. This week also saw the completion of the second coat of undercoat to the bogie wheels.
The gravity sands linkage overhaul has been completed and the component parts are now being painted prior to final assembly. The cylinder drain cocks and operating linkage have now been retrieved from store and will now be overhauled. Before the cylinder drain cock gear can go in the cladding sheets under the middle cylinder require refitting. These were retrieved from store and are now being prepared for painting.
We have been informed by the North Yorkshire Moors Railway that the bogie axleboxes have been completed and we plan to visit Grosmont soon to examine them. Work progressed on the measuring of the loco frames so that we can specify the dimensions we require for the coupled wheel axlebox machining. We have been informed that the coupled axleboxes have now been moved into the NYMR machine shop.
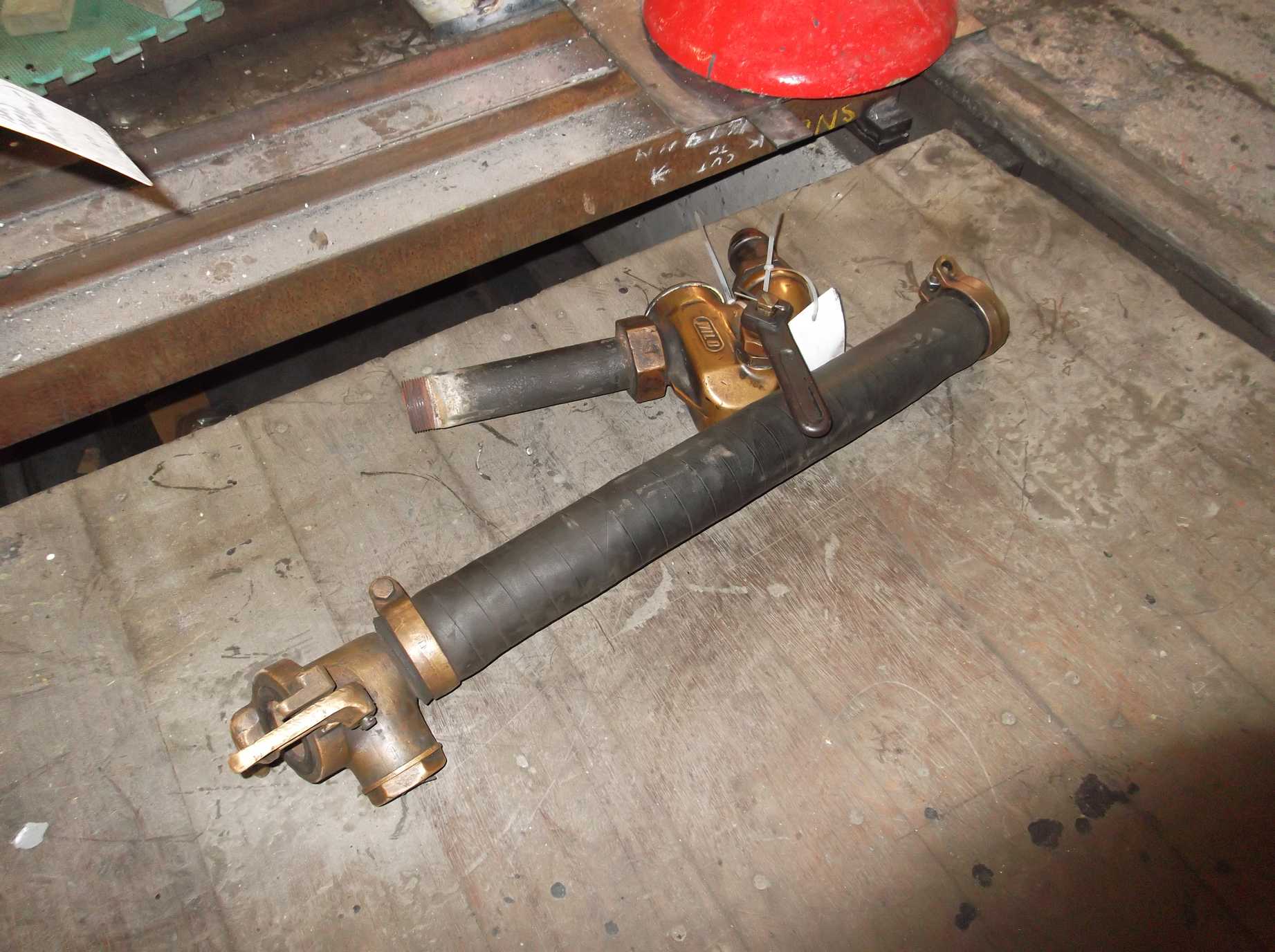
Overhauling and refitting the loco pipe systems continues, with the steam heat pipe run now complete for the full length of the loco frames. The steam heat and vacuum brake train pipe runs from the Cartazzi to the front bufferbeam are now fully installed, with all joints and brackets secured. The steam heat valve at the front bufferbeam was overhauled this week. The vacuum cylinder pipe connections were refitted after the great job done by the volunteer Engineering Team on refacing the fittings.
{kind=link}


The atomiser and whistle valve and the steam sands valves were retrieved from store this week and examined. The steam sands valve will need machining but is repairable. The atomiser/whistle valve, however, will need further work.
A new section of steel angle was fitted to the ashpan this week and further work was done to straighten the deformed sections. New plate has been ordered and is to be collected next week.
As part of bogie refitting, the loco side bearers have to be refitted. The side bearers limit the amount of roll on the front of the loco. One was found cracked when removed and this was repaired. The side bearers require new fitted bolts as the ones we removed were life expired. The holes are difficult to get to and reaming them by hand would be very difficult, so a jig has been arranged so they can be done by machine. A preliminary set-up was put on the loco and dimensions taken, enabling a design for an extended arbor for mounting a shell reamer. Using part of a National Railway Museum arbor, an end to the sketch was welded and the end machined to fit the mag drill. There are a few other fitted bolts that require renewal along the bottom edge of the outside cylinders. These are being worked on, as when the bogie is refitted they will be very difficult to get to.
Week commencing 11 December
The brake stays that link the brake hangers on either side of the loco with the brake cylinders were delivered to K D Flavell this week for repair. The end shafts and worn surfaces will be rebuilt.
The regulator components were taken to Llangollen in a hire van by Engineering Team volunteers. The bad weather did not put them off and all items were successfully delivered, including the reach rod that just fitted in the long wheelbase van.
More work was done this week on removing the tender brake gear. The items removed are now getting their first clean. The strainer from the tender has been wire brushed and is now receiving a coat of protective primer. It will then be reassembled and finish coated along with the tender.


More repair work has been done to the lower outside cylinder securing holes. They are not easy to get to, and the mag drill was set up with the arbor made last week to prove the set up. We found that the available shell reamers alone will not give us sufficient flexibility in size, so we will have to make use of Morse taper reamers. It was also decided that it would be advantageous to provide a support near the work due to the length of the arbor, even though it runs true when vertical. Investigations continue.
Some holes which are accessible at the ends of the lower outside cylinder have been dressed by hand and are finished. Strangely, the bottom row of bolts are from 1.3/4″ diameter material, whereas all the rest around the cylinders are 1.5/8. We have 1.5/8 blanks but not 1.3/4 so additional material will have to be obtained to reproduce the existing bolting.
More work has been done on the pipework, with further attention to the brackets holding previously installed pipes. Now the front ends of the steam heat and vacuum pipes are secured they are correctly located. Their positions were checked against the cutouts in the streamlined casing and the front air valves are now fully accessible. At the rear of the loco installation continues with the fitting of the connection fittings that couple the air system to the tender.
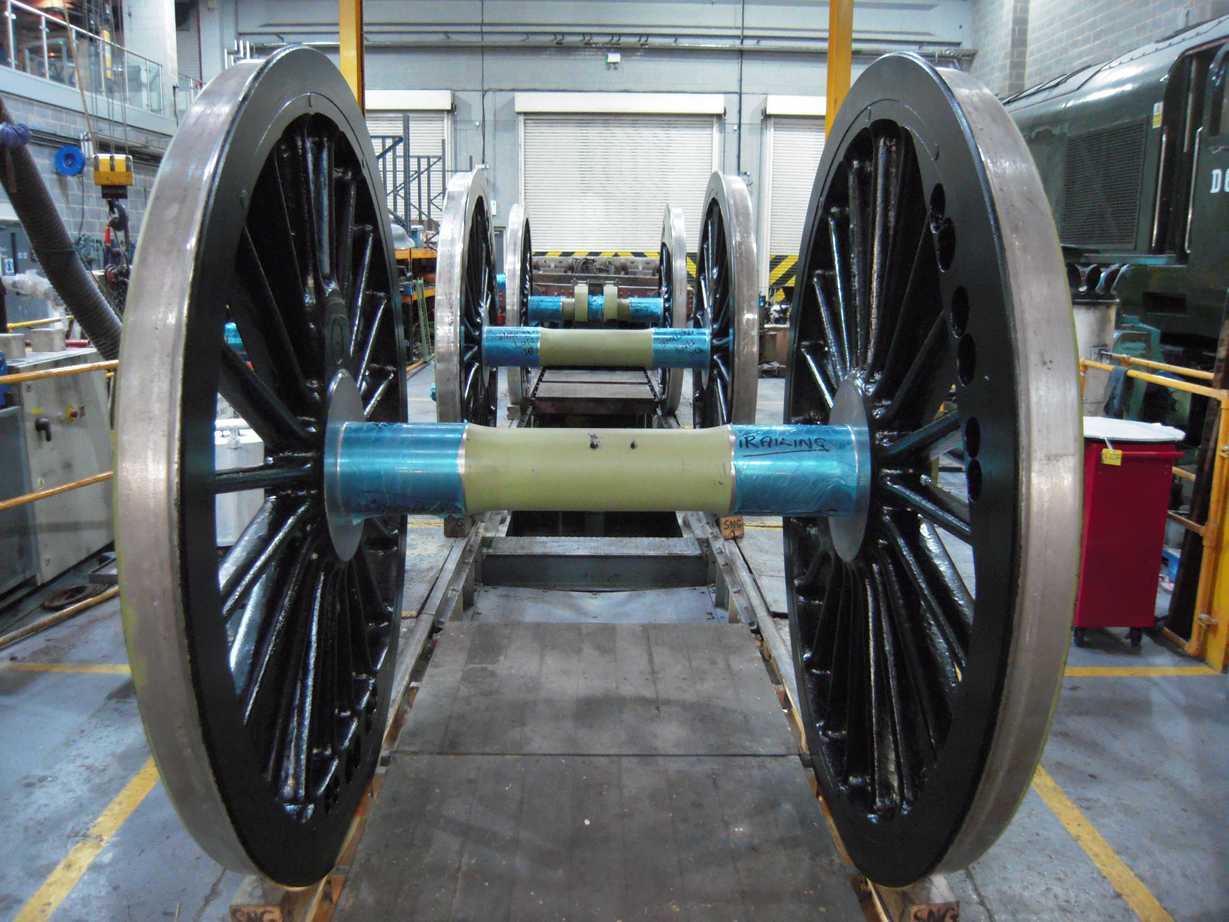
Painting of the coupled and bogie wheels continues. The bogie wheels have now received their first coat of gloss and the coupled wheels have had their first coat of undercoat.
The drain cocks and linkage were worked on this week, with the linkage stripped, the valves dismantled and cleaning begun. There is quite a bit of work to do on these, but a start has been made: all the valves have been stripped and components bagged for inspection and refurbishment. The pins and rods are being examined.


The outside bearings for the leading vacuum cylinders were tried in position this week. Their alignment was checked and looks to be satisfactory. They were then removed and will now be finished bored. The new neck bush for the 24″ cylinder was brought in this week and machined by one of our volunteers, and was tried in position on Saturday after being fitted to the cylinder. It will require sealing and then the remainder of the cylinder can be finish assembled.
The alignment wire was put up on the right side of the locomotive and measurements on this side were completed. The data obtained will need careful consideration and then the finishing dimensions for the coupled axle boxes will be available.

This is the 23rd update – you can catch up on the previous posts here.
Its great SNG is coming along, is there an estimated time/date this engine will return to service please, and the likelihood it will return to Grosmont, I have heard that it wont be going back to the NYMR.
how can you see any cracking of the wheel spokes if they have car body filler on them not good from an engineering point of view
Pretty sure they were fully DPI examined back at loco strip stage anna.
Has work stopped? not had an update for 6 weeks now, i’m getting withdrawal symptoms.
Hi Michael,
The latest update is available here and you can keep up to date with all the posts via the tag ‘Sir Nigel Gresley‘.
Enjoy!
Harriet, Web Team