Locomotive Engineer Darrin Crone provides us with an insight into recent weeks’ work.
Week commencing 5 May
The reverser clutch has been undergoing refurbishment over the last few weeks and has already received new brake linings. This week we acquired the new rubber diaphragm. To keep production costs down the diaphragms are supplied without holes, so these have to be punched through. Once this was done the clutch was reassembled and can now be refitted to the loco. A spare diaphragm was also obtained, which has been punched and will be put in store.
The clutch grips onto the reversing shaft, which was put up on trestles this week to begin the removal of paint and general cleaning prior to inspection. The end journals were inspected and are round, parallel and showing little wear. The bearings in the brackets on the loco were also inspected. They are in a satisfactory condition and will not require replacement.
The regulator valve overhaul continued this week with the valve seat lapped using a special tool brought from our Grosmont store. Danny Holmes of the National Railway Museum skimmed both the valve and pilot valve to restore their faces, with the latter showing the most wear. The pilot valve was then used to lap the pilot seat in the top of the regulator valve. Inside the valve there are rings that run in an internal bore, which was cleaned before the unit was reassembled. On the bench the travel of the valve was measured and compared to the LNER drawing. It was confirmed that the movement of the operating lever connected to the regulator lever in the cab produces the correct lift of the regulator valve. During the valve rebuild the brackets that support the valve in the boiler and the operating half shafts were dye penetrant inspected and no defects were found. New bolting is required to complete the regulator valve overhaul and it will then be refitted to the boiler.
Painting continued on the inside of the loco frames, behind the buffer beam and on the bogie. The cylinder ends received their first coats of high temperature black and by the end of the week the bogie was receiving undercoat. Before painting began on the top of the bogie, Alan Pitt dye pen inspected the welds around the sections added to the bogie centre casting and to an old weld repair. No faults were found.
The bogie centre casting that sits between the bogie stretcher on the loco and the centre casting in the bogie frames received dye penetrant inspection this week. There is more to do on this part and it will need a comprehensive dimensional inspection to determine why it shows uneven wear. Our CME completed his dimension inspection of the bogie frames this week.

The position of the refurbished combined spring and brake shaft bracket was confirmed on Tuesday before new fixing holes were drilled through. After last week’s disappointment with the breaking of the cutter on the first hole, it was not without trepidation that the mag drill was started and the cutter entered its first hole. However, the drilling went well and the same cutter managed to drill all the fitted bolt holes. In addition to the bolt holes, two smaller rivet holes were drilled through in stages using standard drills. Four of the old fitted bolts were machined as clearance bolts and have been used to clamp the bracket in place. The bolt holes will need reaming and new bolts making, but first the back of the bracket will require countersinking for the rivets and spotfacing for bolting where the holes are near to the welds.

The two loco brake shafts were moved to near the bogie for inspection and refurbishment. While taking the paint off the trailing shaft we discovered that it is marked 4901. There was an A4 numbered 4901, named Capercaillie, which became BR 60005 Sir Charles Newton.


Reinstalling pipework between the frames continued this week with the refitting of the couplings that connect the axle box lubrication hard pipes to the hoses joined to the coupled wheel axle box underkeeps. The steam sands supply pipe was cleaned, annealed and refitted between the tee on the stretcher between the sand boxes and the Cartazzi frames. The pipes to the vacuum clutch and the last remaining copper pipe for the axle box lubrication system were also retrieved from store this week. Cleaning and annealing of these pipes began.
The boring of the cylinder mounting holes continued, but as the job gets harder the progress slows. After a number of modifications to the jig, the last and most inaccessible hole has been bored through. Before work stopped last Thursday, the last finishing cut was just short of breaking through.
We are planning to remove the accommodation bogie and support the front of the loco frames on our new screw jacks. This will enable the loco bogie stretcher and lower outside cylinder bolts and studs to be examined. To use the jacks we need a beam for them to stand on, since we are over a pit and the distance over the frames is within rail gauge.

We were given surplus steel beam by Simon Holroyd and two lengths were cut to size. Some steel packing was required to make them level with the rail head and this was cut to size before the assembly was welded together. After grinding to ensure a good fit between the rails, the beam assembly was lowered into position with the crane. The jacks were then put in position ready for the lift. The bogie pivot pin was also removed so that the frames don’t have to be lifted so high to clear the accommodation bogie.

The valve chests that require new liners have now been measured by the supplier and the liners will now be finish machined. When they are finished, fitting will be organised.

Week commencing 12 May
We started the week with the lifting of the loco and the removal of the accommodation bogie. It had been planned to move the bogie clear of the front of the frames, but in the end we decided to move the bogie into the trailing bogie wheel cut-out in the frames, just to the rear of the cylinders. This meant that we didn’t have to lift the frames so high and we don’t use up valuable space in front of the loco. When packing is added to the top of the accommodation bogie, it will also act as an additional support. The available space was measured to make sure it would fit and would not hinder work on the frames. The team lifted the engine using jacks on the front bufferbeam, ensuring we had a level lift, and followed the lift with the screw jacks. When lifted sufficiently high to clear the spigot on the loco’s bogie stretcher, the bogie was pushed back and the loco was then lowered and the frames levelled.


We can now access the bogie stretcher on all sides, so cleaning has begun. There is still some time to be spent on this, then the paint will be stripped off and the stretcher will be examined. The stretcher not only loads the bogie but also ties the outside cylinders and frames together.


Painting continued on the loco bogie and the expansion link brackets with the application of top coats. We are painting these brackets now, as they won’t be so accessible when the reversing shaft is refitted. The reversing shaft has now been thoroughly cleaned, with all paint removed by needle gun. The end threads and key ways were degreased and dye pen inspection has now been completed. After painting the shaft will be ready for reuse. The brake shafts have also now been finish cleaned and await inspection. The loco brake hangers were removed from the loco after trial fitting and have been cleaned and needle gunned prior to refurbishment.


The new seals for the brake cylinders have arrived and await refitting. The seals under the piston rod cover plates were replaced. The leading cylinder mounting brackets were retrieved from store and their fit on the leading cylinder mounting trunnions examined. There is noticeable heavy wear on the trunnions and the centre bracket which will require repair.
New cylinder cover studs were fitted to the middle cylinder this week and the old ones removed as life expired. Some of these studs go into steam spaces so they were sealed in. All studs now run out of thread on their shanks as previously some of the old ones bottomed out.
Work on the refurbished combined brake and spring bracket continued with reaming of the fixing holes. All holes have now seen the reamer, though a couple still need some further work. A plan for spotfacing and countersinking the back of the bracket has been devised and tooling is now being sought.
The boring of the leading top cylinder mounting holes has been completed and the last two holes that could not be accessed by a reamer have been honed. The job has now been reviewed and since the honed finish is impressive, it has been decided that another day should be spent with the hone to clean up the other holes before they are measured for new fitted bolts.
The last axle box hard pipe was annealed and fitted this week before work moved on to start the refurbishment and refitting of the vacuum clutch pipework.
Progress on the boiler at Llangollen has now started with the removal of stays in the back corners of the firebox. They have not caused us any problems but are to be replaced as a precautionary measure due to age and their position in a stressed area. The leading sling stays that support the firebox crown have been removed to enable the new tubeplate to be fitted. The new tubeplate is now complete and is ready for our inspection at LNWR Crewe.

Week commencing 26 May
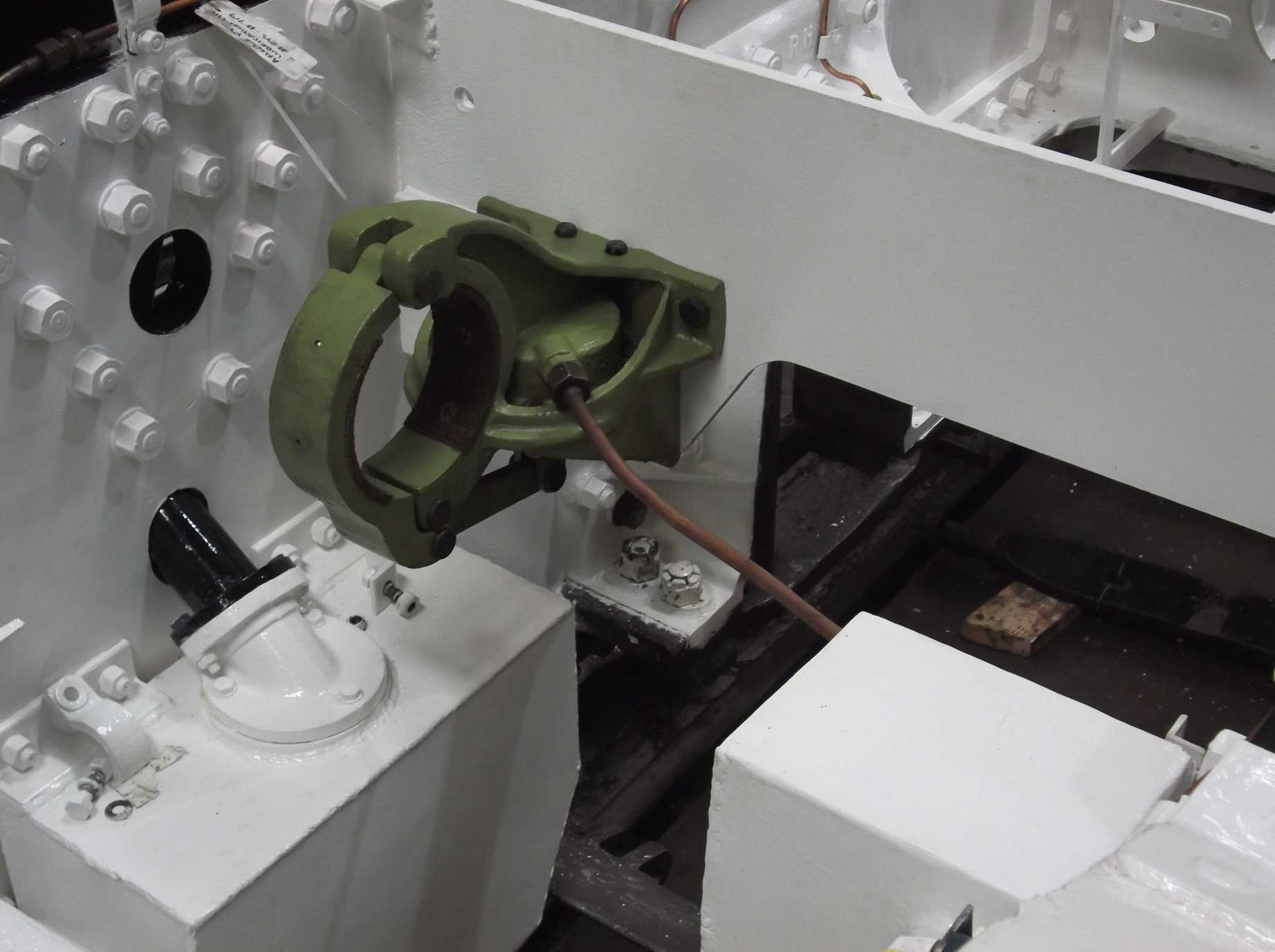
This week the overhauled vacuum clutch that holds the reverser shaft was refitted to the loco. The remaining pipework was also refitted, so the compete pipework from the clutch to the Cartazzi frames is now in place. The fit of the clutch sheaves on the shaft has been checked. The sheaves are keyed to ensure no movement on the shaft, and we thought the fit could be improved, so the key was rebuilt and will be tightly fitted in to the shaft.

The air pump governor was retrieved from store this week and its overhaul has begun. The repaired air pump steam cylinder end flanges have now been faced and the flange holes drilled and tapped where the cylinder was welded. The cylinder bore requires polishing and then the pump will be ready for reassembly.

The pistons are now in the process of being repaired. The left has been completed, and by the end of the week the right was on the lathe at the works of KD Flavell to have the ring grooves machined. At Llangollen the roof stays have been examined more closely now that the sling stays have been removed. It appears that most of the roof stays are in good condition and it may be possible to retain them. The outer wrapper plate on the left has now received its final adjustments and has finally been fitted in place. The plate on the right-hand side has now been offered up and tack welded in position.

On the South Devon Railway, the wheelset re-tyring has now been completed. As the refurbishment of the wheelsets has been straightforward and has not incurred any substantial unexpected expense, it has been decided to replace the driving crankpins on the crank axle. We knew they were getting toward minimum size, but wear on them is very slow over time. However, as insurance against having to skim them below scrapping size during the next period in traffic, and the possible time out of service that would cause, we have decided to replace them now.
The spotfacing of the top of the bolt holes between the saddle and middle cylinders was completed this week. We are now considering ways of spotfacing the other end of the bolt holes. The outside cylinder flange holes received their final honing this week, and a start was made on spotfacing and countersinking the holes in the back of the recently replaced combined brake and spring bracket.

From the public’s point of view, the biggest change in the workshop this week was the shunting of the tender to beside the loco. On Tuesday afternoon we cleared the last of our components from the space needed for the tender and refitted the drawbar so that the tender could be shunted. The shunt was completed after the National Railway Museum closed, with the Engineering Team shunting Rocket by hand while the Museum diesel shunter moved our tender. Next day the draw bar components were removed from the tender.
This week the engineering team began the overhaul of the support coach, starting by removing the air brake components that we will be sending away for overhaul. On Thursday, all the air brake components we need from the coach were removed, including both air brake cylinders, auxiliary reservoir tank, strainer check valve unit and distributor. We are also refurbishing the dynamo and voltage regulator and these have also now been removed. The removed air brake parts have been put on pallets and will be collected by contractors. The dynamo has been cleaned and stripped, though there is more work to be done on this.

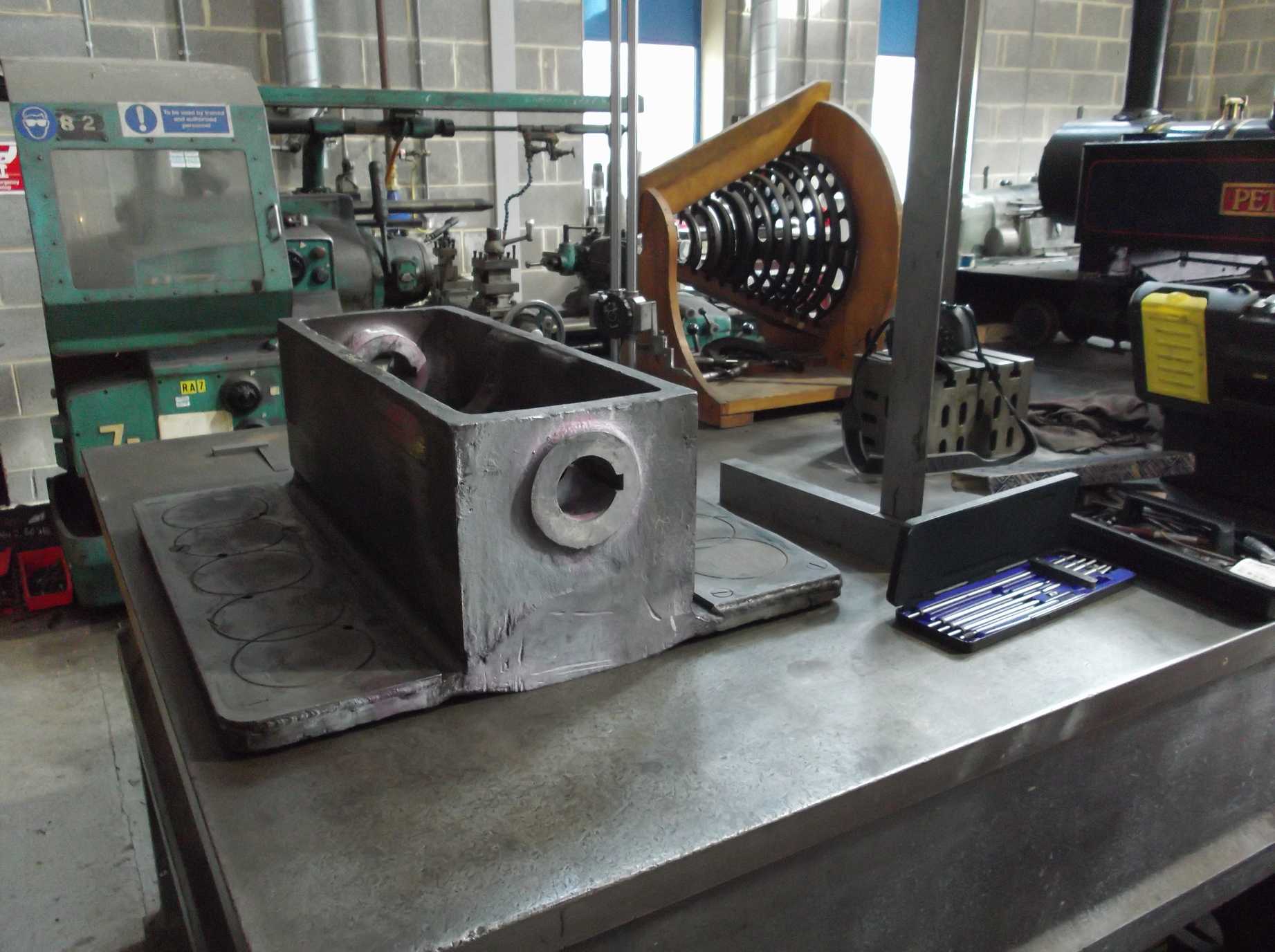
The loco’s bogie stretcher had another shift of cleaning, but there is more to do yet. The bogie and the bogie centre casting have received detailed inspection, with the centre casting put up on the workshop marking out table and then measured.

This is the 16th update – you can catch up on the previous posts here.