Locomotive Engineer Darrin Crone provides us with an insight into recent weeks’ work on the restoration of the great locomotive.
Week commencing 30 October 2017
The air brake system continues to be worked on and the smaller control pipework is being fitted. Some joints were not in good condition so these have been dressed and a number of pipes are now in position. These pipes also run to the DV2 valve which controls the vacuum and air braking systems’ proportionality. The DV2 from the last period in service was dismantled and examined to determine which version we have. This has now been established and a refurbished valve of the correct type has been sent to us from contractor overhaul. We expect delivery of the valve in the next few days.
The vacuum pipe systems have been worked on this week, with further refurbishment of the pipe flanges. The pipes being worked on have been painted in primer and the inside of the pipes blown through or scraped to remove grime and rust.

No further work was done on the brake cylinders this week, but we did receive the new neck seal for the 24″ vacuum cylinder. We have now been told by spare parts suppliers that the neck bush for this type of cylinder is not available, so we will have to make one.
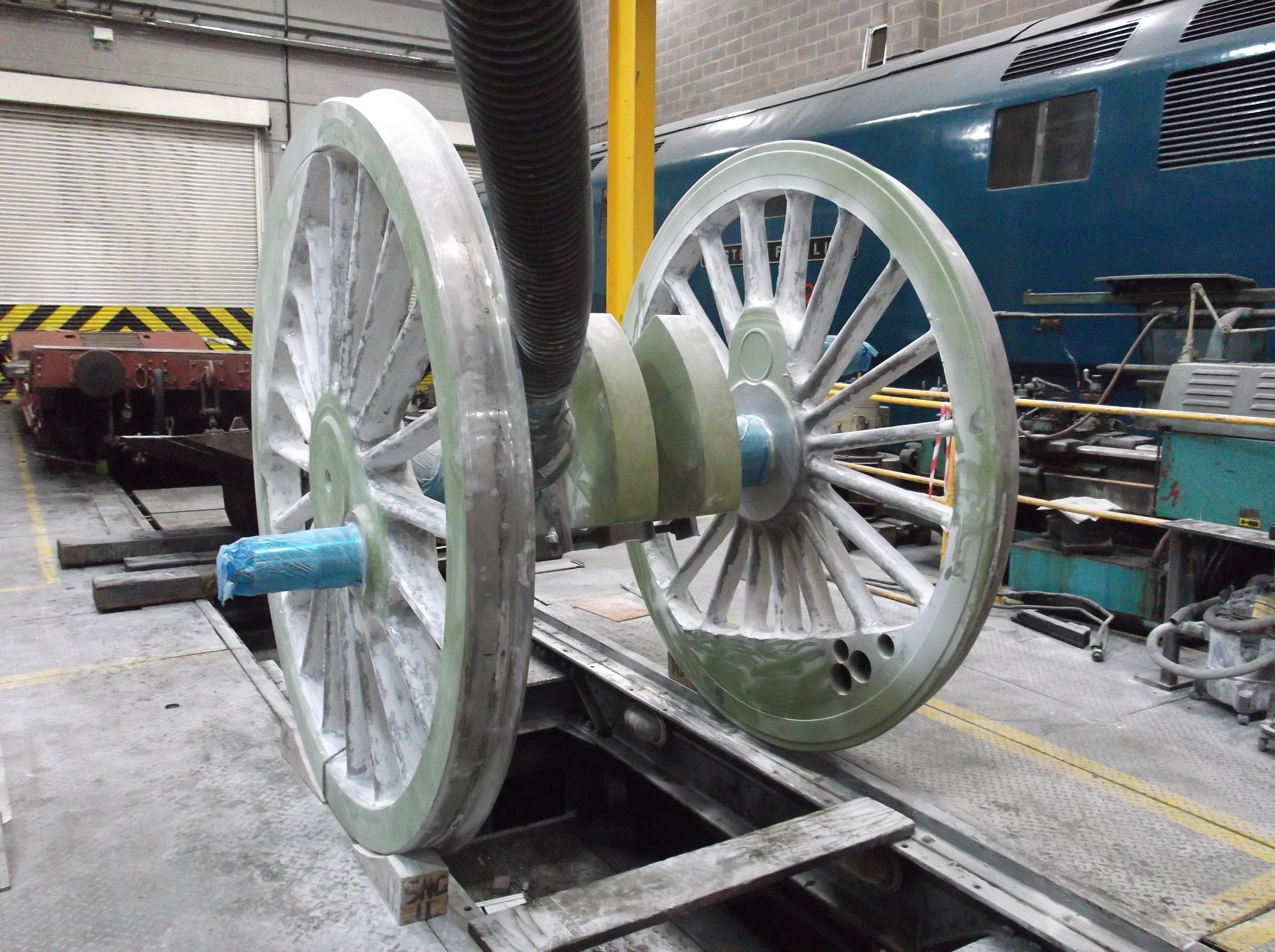
A considerable amount of time has been spent applying filler to the coupled wheels. The spokes are being sanded at the moment, but there is still lots to do at the end of the spokes and the inside of the wheel edges.

Reaming of the bogie horn stay bolt holes was completed this week. The last new fitted bolts were machined and finally fitted. Once the horn stays were removed for final fitting, they were dye penetrant inspected around the bolt holes. No faults were found. In addition, more fitted bolts for the right leading combined spring and brake bracket were machined. By the end of the week only two still need to be machined and fitted.

The bogie springs were retrieved from store and are now in the works. The spare is being examined to ensure that it has the same dimensions as the springs used in traffic. The bogie rubber springs are life expired and I had hoped that they were standard coach examples, which are easy to obtain. We have talked to North Yorkshire Moors Railway’s Carriage and Wagon department, and unfortunately they confirmed they are not. However, this week a manufacturing drawing was located in the National Railway Museum library and we are now preparing our own drawings and will look for suppliers.
The tender sump was finish welded this week. The new plate had been previously fitted. The sump flange and the bolts were also welded in position. After welding our hot work team moved on to the repair of the ashpan. This involved heating the front of the ashpan to allow straightening the damper door opening. The front side ashpan plates need more attention to straighten out some bulging before it can be trial fitted in the frames.


Painting continued this week with another coat of primer around the Cartazzi frames and the loco bogie stretcher. The bogie cladding plates also received another coat of the paint.
The two wasted driver’s footstep rivets were finally removed this week. They will be replaced when we organise our next batch of riveting.
The re-pinning of the gravity sands mechanism continued this week with the machining of new pins and dressing the linkage holes.
The clackbox castings that were recast (because the previous examples had porosity) have now been preliminary machined and pressure tested. The good news is that they have all now passed, so we can proceed to final machining, assembly and final testing.
The measurements for machining the bogie axleboxes have now been finalised and these dimensions will be sent to the NYMR. Meanwhile, measurements are being taken from the coupled wheels—partly so that we have records for our files, but also importantly to provide the relevant dimensions for the NYMR to machine the coupled axleboxes.

Our man in Llangollen reports that the last parts of the firebox tubeplate have now been removed and repairs to the combustion chamber plates beneath continue. A template of the new tubeplate has been tried in position and the fit is good.
Week commencing 6 November
The filling and sanding of the coupled wheels has taken up a lot of time this week, but we are getting there. The end is in sight as all wheels have now received filler and had some sanding. There are very few areas that have not been sanded, but we will have to move the ashpan to allow the wheels to be rolled so we can get to the undersides of the last spokes.
We don’t seem to have the spec for the bogie springs on a stand-alone component drawing. We require this to specify spare springs now that we are going to fit our only spare. It can also be used to check the spare. The description is on the bogie assembly drawings, but we’ve found that it’s wise to check on the referenced component drawings. This week another trip to the National Railway Museum library was made and a drawing of the later bogie spring was found. Drawings were also produced of the loco rubber springs and a number of manufacturers contacted for quotes.

Drawings for the piston valve heads have been produced and checked and the order for the machining will be placed soon. The supplier has been selected. The initial purchase orders for the blanks cast some years ago have been retrieved from file, so that we have traceability for the material.
The AWS bell and “sunflower” were retrieved from store this week and will be overhauled by an Engineering Team volunteer off site.
We visited the supplier that has the clackbox castings this week and we have now given them a spec of the remaining machining that we require. After that visit I went to Flavell’s to see the superheater. They have put a layer of weld over the thin areas identified with the thickness tester on our last visit, and I have requested another layer be added. The regulator cross shaft has been welded and straightened and will be ready for collection soon.

In the Llangollen boiler shop the last parts of the copper tubeplate are now being removed. These are in the top corners. The welds around them are being removed along with the patch screws. NDT examination around the safety valve pads has shown that we don’t have any defects in this area.
Week commencing 13 November
This week a lot of effort has again been put into the sanding of the coupled wheels. It’s interesting to get feedback from those involved, with some saying they are finished and others saying there it still lots to do, but we will have call it a day soon. As some members of the Engineering Team have perhaps put more than their fair share of time into this, I’ve tried to give them a break on other jobs.

As a result of the hours spent on the wheels we have fallen behind on the painting and finishing elsewhere—so this week more time has been spent on the refurbishment and painting of the pipework. Some of the pipework is worn where it has rubbed when the loco has been in traffic and some of these areas have been rebuilt with weld this week.

More gasket material was obtained and new gaskets have been cut for the flange connections of the vacuum brake system. More pipe joints were finally made, with one of the steam sands connections needing some dressing to make a good joint.
The piston valve heads to be reused have been allocated a location, so that their final machined dimensions could be detailed. The location of the valve heads to be made from unmachined castings is therefore now known. Our requirements have been discussed with our contractor and a drawing allocated to each valve head. That means we have two old piston valve heads for scrap.
More time has been spent on the gravity sands linkage, with work continuing on re-pinning the assembly.
Work is under way to remove the areas of roof stays that we agreed to remove for exploratory purposes. Their condition will be reviewed and future work on the roof stays will be discussed next week in a meeting we have organised at Llangollen.
The leading vacuum cylinder centre bearing has been finish painted and the vacuum cylinder retaining bolts have been fitted.
A measuring jig is being manufactured to the design of our Chief Mechanical Engineer. The jig is fixed to the outside cylinders and will be used to measure the accuracy of the positioning of the outside cylinders. This will ultimately inform the dimensions specified for the coupled wheel axleboxes. The right outside cylinder is an LNER casting with the original Doncaster engine order stamped on to it. The left is a BR casting. It will be interesting to see how accurately Doncaster put the left replacement cylinder onto the frames.

The last of the frame rivets were put in on Saturday, along with the driver’s footstep rivets and the front left footplate to front corner steamlining mounting plate. It went very well, with all the rivets going home first time.


Week commencing 20 November
The gravity sands linkage received its last new pin this week, made by the volunteer Engineering Team. A new stud was also made for the linkage bracket that is fastened to the rear of the saddle as the old one had broken. The linkage is now receiving paint. There is a bracket between the footplate and the leading left sandbox which was fitted, but will require modification to clear the linkage at full travel.
Work continued on sanding the wheels, with odd corners being thinned of filler and marks being sanded out. The wheels were rolled along the rail in front of the frames and closely inspected for any patches missed. The end is really in sight.
On the subject of filling, a little was put around the fitted bolt heads in the section of frame where the last rivets were put in last week. After sanding, the area was also given a coat of primer.
The fire hole door was retrieved from store, cleaned up and inspected this week prior to being taken to Llangollen to join the boiler. The door—apart from the bottom edge of the flap, which suffers most from the heat of the fire—is in good condition. The bottom edge was straightened and welded up. The bottom edge was also thickened and dressed and now looks good as new. It was finally given a coat of high temperature paint to preserve it while waiting to be fitted to the boiler.

The frames around the Cartazzi were painted this week, which we can only do when we’re not putting in the pipe work. We are now up to undercoat here. The day after, the pipe fitting team were back at work, making good progress. More of the vacuum brake pipework went in, this time with the vacuum reservoir pipework being run along the frames.

The copper gaskets were retrieved from store this week as they will be required for the boiler fittings. They were cleaned off and will be examined for further possible use. The blow off cock, which is normally located just above boiler foundation ring level, was stripped and cleaned. The valve was dressed and used to lap the seat of the valve. We noticed that the valve, though making a good seat, is also just touching the casting, so the casting will have to be worked on to give additional clearance.

The space in front of our frames was occupied by our wheels and ashpan. We have been fortunate to have so much space to ourselves for so long, but there will shortly be locos requiring storage or work done in the workshop so we will have to give up some of this space. On Wednesday, in agreement with the workshop staff, we re-arranged things and moved the ashpan off the rail, into a much better location to work on it. We also moved the bogie wheels off the rail to a location where they are out of the way and can be painted.
To gain the space elsewhere for the ashpan and bogie wheels, we had to move four traction motors each weighing—I think it was said—three tons. We had the lowmac wagon still in the workshop from when it brought the ashpan in, so we moved the traction motors onto the wagon, and the wagon will then be moved out of the workshop. Sounds simple, but the problem we had was that we could only get one end of the wagon under the crane. This meant the traction motors were lifted onto the wagon and had to be moved along the wagon by muscle power to make room for the next. After a full days work all the motors were on the wagon.



To release a little more workshop space, the coupled wheel springs were lifted into the pit and positioned below the loco. That releases an additional two pallets’ space.
This week our CME and I visited Llangollen to see progress on the boiler. We were accompanied by our volunteer boiler overhaul engineer, who is supervising the overhaul for us. The boiler, as previously reported, is now on its side and work is being carried out on the replacement of the roof stays, as well as the repairs to the combustion chamber plates. We had hoped to retain many of the roof stays, but the ones removed showed signs of corrosion which did not appear to be isolated to any particular location. We therefore took the decision to replace them all. While at Llangollen we had a meeting with the boiler engineering management to review progress over the previous year and to agree a program to take us to completion. At the meeting it was requested that we start transporting the remaining boiler components we have at York to Llangollen; the most pressing of these is the regulator assembly.


Week commencing 27 November
The regulator cross shaft that runs across the cab and has the regulator handles at either end was returned from contractor repair this week. The centre lever part of the rod (which connects to the rod that goes forward to operate the regulator valve) was wasted and has been rebuilt. The rod was also put in a lathe and straightened as it had a slight bend in it.
With the cross shaft returned to York, we put the complete assembly together on the bench to check the final arrangement and get a feel for any backlash. It was difficult getting enough rigidity to get an accurate measurement of the movement of the regulator handle for full movement of the valve. It was decided that the only way to do this accurately was to wait until it was mounted in the boiler. This was discussed with Llangollen and is part of the normal setting up of the regulator anyway.
Early in the week we visited the North York Moors Railway workshop to see progress with the bogie axleboxes. They have been white-metalled and are now being machined on their horizontal borer. While at Grosmont our superheater element expanders were retrieved from store. At York they were cleaned off and have been inspected. We seem to have accrued quite a collection, as it looks like old worn-out or broken parts have been retained. Our entire collection is now being reviewed by our Chief Mechanical Engineer and when we have identified a complete working set they will be loaned to Llangollen.

The leading vacuum cylinder outside bearing housing bores have been skimmed and the new bushes machined for pressing in. The first went in very smoothly under the press, but the second wouldn’t go in straight, perhaps due to the weld repairs it has received in the past. The bush had to be pressed back out and now the housing bore will need repair—a case of two steps forward, one step back.
This week saw further work on rubbing down the filler on the leading and driving coupled wheelsets. By the end of the week, we had primer applied to the leading and trailing and only the right driving wheels requires examination before this wheelset can be painted. Painting also progressed with final glossing of the outside of the right mainframe and the bogie wheels were undercoated.



The deformed platework at the front of the ashpan was cut away this week and new material is now on order. The damper door, ash screen and their hinge brackets were all retrieved from store and cleaned off for trail fitting. The ashpan is needed in position to check that it does not fowl pipework.

Good progress was made with the refitting of the vacuum brake pipework with pipes run to the front bufferbeam. Unfortunately, their securing brackets could not be fully tightened as the wire running across the loco between the outside cylinders is in the way. The measurements using this wire were completed on Saturday so the wire and supporting frames can be removed.
The brake hangers and beams need extensive refurbishment. The first step is to remove the existing bushes from the holes where they are mounted on the loco and where the brake crossbeams are connected. This was completed by pressing all the bushes out of the six hangers.
Work resumed on the tender and we took out the removable plate at the top of the coal space. Inside there is space for storage and it has been used to keep a spare Cartazzi spring. This has now been removed. The space was then cleaned out and patches all around the coal space cleaned down to bare metal for thickness testing, which revealed that the platework appears to be sound. Testing shows most of the platework is adequately thick for further use.


This is the 22nd update – you can catch up on the previous posts here.
when will Sir Nigel Gresley be at the NYMR as I will buy the first tickets