Locomotive Engineer Darrin Crone provides us with an insight into recent weeks’ work on restoring the great locomotive.
Week commencing 7 April
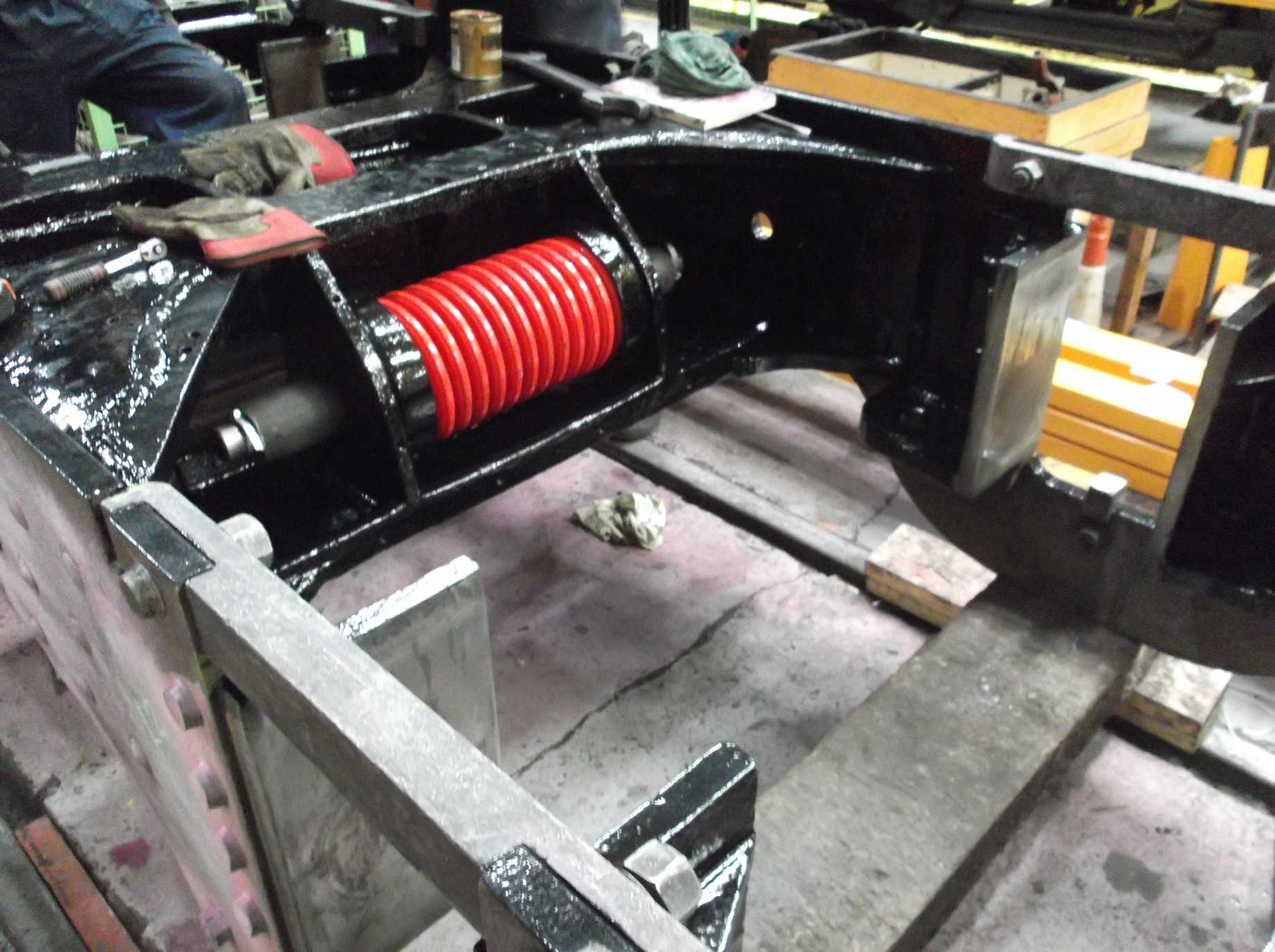
New linings were fitted to the reverser clutch this week. This involved heating them in an oven to make them pliable then bending them to the correct curve to fit in the recesses in the clutch. The linings are screwed in place, and some of the old screws were apparently not of the correct thread type, so these were replaced as they were found to be damaged upon removal. The complete clutch was then assembled on the bench and the reverser shaft sheaves were used to test the fit. The linings certainly get a good grip.

The overhaul of boiler fittings and valves continued this week with the blower valve stripped and inspected. The valve seat lapping was completed and the valve repacked and reassembled. The valve is now ready for reuse. Work has now started on the overhaul of the manifold valves. Some see very little use in traffic, such as the shut-off valve for the boiler pressure gauge, but others, like the steam heat valve, don’t live such a quiet life and the wear is considerable. Upon inspection of this valve, it appears to be life-expired and will require replacement.
The new stud for the displaced thrust in the right-driving axle box was made and fitted this week. All the axle boxes are now ready for remetalling, though we still await the dimensions of the finished journals.

The painters have been busy again, applying the first primer coats to the inside of the saddle after a final coat with the needle gun. The painting team have been itching to get it painted for weeks.
Inspection of the bogie continued this week with the examination of the front and rear stretchers and all around the horns. The outside central sections of the frame plates are all that remains to be done. By the end of the week the first coat of primer was applied to the underside.

The vacuum brake cylinders were dismantled this week, beginning their overhaul. There are three in total: two smaller ones mounted side by side toward the front of the loco, and a larger one mounted further back between the frames. The brake hangers and cross beams were mounted on the loco by the 007 Gang of junior volunteers last week, and this week the inspection of these components began.

The outside cylinder bolt hole refurbishment continued this week. Only three remain to be done, since all the others have now been bored and reamed. The jig used so far to ensure accurate alignment will now require modification to access the remaining holes.
Inspection and assessment of the loco draw gear continued this week with the removal of the tender eyebolt and its rubber spring. The eyebolt passes through the front tender dragbox and the intermediate main drawbar is pinned in to it. This has now been measured and its current dimensions will be compared to drawing and permissible wear limits. It can then be decided if it requires any repairs or replacement. Measurement of the front drawhook shows it to be fit for further use – in fact, it’s surprising how little wear there is, but until 10 years ago it spent most of its time on the mainline, so the front hook probably didn’t get much use.

The right-hand leading combined brake shaft and spring bracket returned from repair this week and was trial fitted to the frames on Saturday. Measurements were taken of the trial position and compared to the position of the existing left-hand side. As you might expect from a hand-built 1930s locomotive that has seen a long and active life, things are not exactly as in the original drawing, so a certain amount of fitting is still required before finally locating the bracket. A cutter has been obtained and a set-up devised that will accurately drill mounting holes in the bracket to match the holes already in the frames.
The final rivets were put into the right-hand footplating this week. The last ones went into the slidebar bracket. Attention was then turned to putting in the last rivet in the left-hand side footplate bracket. Shortly after completing this riveting, the footplating received its first coats of primer in preparation for refitting the oilbox brackets which sit on the footplate in this area.

Week commencing 14 April
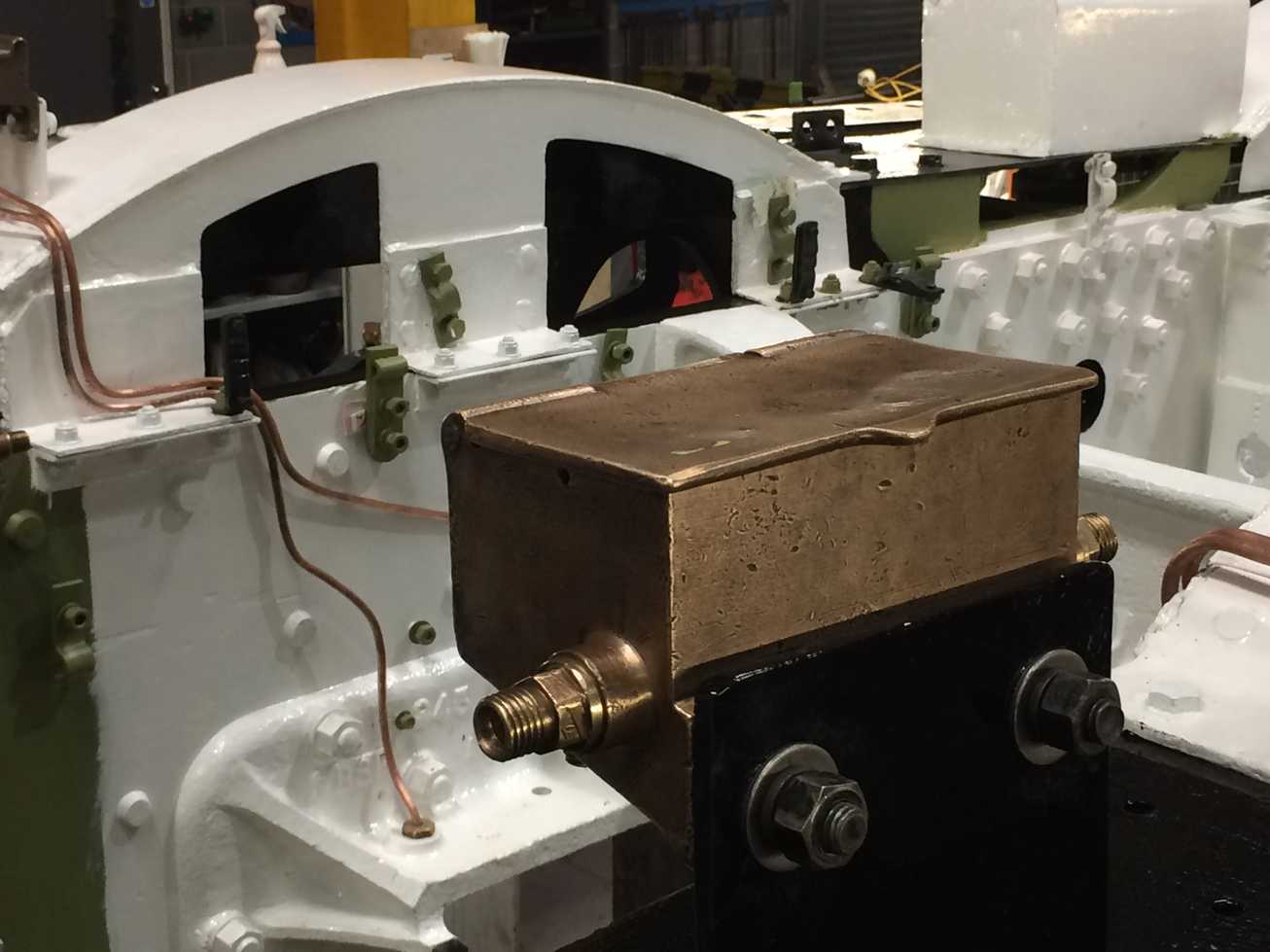
With the footplate riveting finished, paint has now been applied around the riveted areas. This has enabled the two large oil boxes to the rear of the saddle casting to be fitted on freshly painted brackets. These were retrieved from store earlier and given a finish clean and some minor attention to the connection threads.
Earlier in the week all the axle box mechanical lubricator copper piping was retrieved from store. The pipework, as usual, was given a further clean through and is now going through the process of inspection, repair and annealing. The mechanical lubricator has now been returned from overhaul, which has been carried out by our CME.
The brackets supporting the unions between the flexi pipes that run from the axle box lubricator copper pipes have been stripped down and are currently being painted. I had planned to fit them to the loco and have them painted in situ, but the painting team vetoed that decision as a better job can be done on the bench. The unions themselves have been cleaned and had repairs made to some damaged threads.

The trial fitting of the leading right-hand combined spring and brake bracket has required some dimensional investigation to ensure that when left and right brake shaft bearings are placed on the same centre line, the right-hand bracket positions the centre of the spring under the centre of the axle box. We also have to ensure that there is sufficient clearance for the spring to move while in traffic. To achieve the common bearing centre line, we still need to remove some material from the trailing edge of the bracket for final fitting, as when trialled it was very near the hornstay.
Work on the manifold assembly continued this week with attention turning to the manifold casting itself. All the valves have now been refurbished except for the manifold shut-off valve, which is an integral part of the manifold casting. Work started by removing wasted studs, then cleaning and carefully abrasive blasting the surface. This will allow a detailed inspection of the surface.

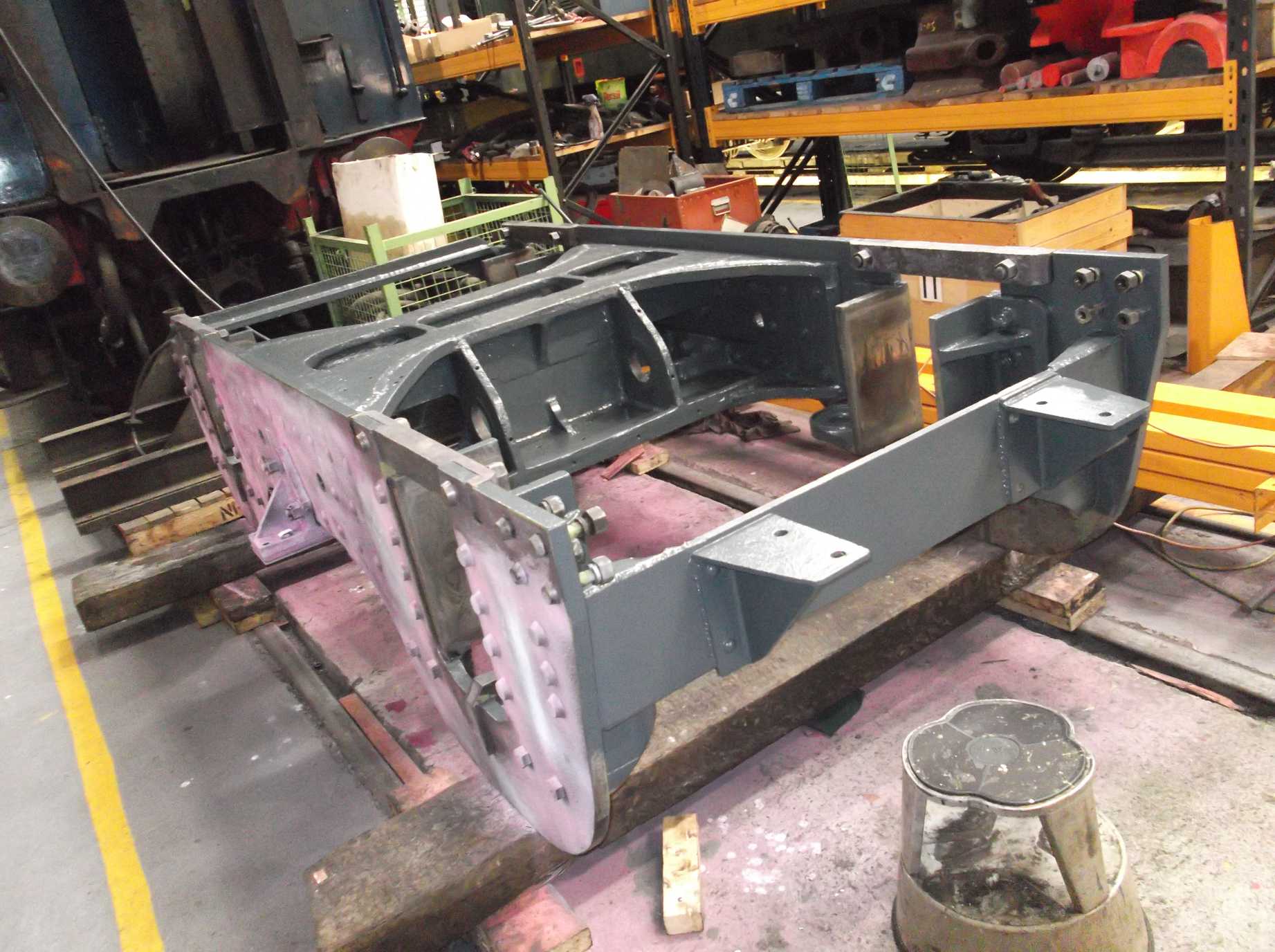
The inspection of the bogie frames was completed this week, and the painting team wasted no time in finishing applying the undercoat. We are concentrating on painting the underside of the bogie before we turn it back the right way up and these areas cease to be easily accessible. The side control springs, to be fitted before turning the bogie frames, were painted this week. The spring cups, spacers and other parts were painted some time ago.

The bogie axle boxes have been closely examined and measured by our CME, but to ensure their soundness we dye penetrant inspected the flanges of the axle boxes to ensure there are no cracks. All are free of defects.

Cylinder and saddle bolt boring continued this week with the boring of the first of the ‘really challenging’ holes. This hole was bored through and partially reamed. There are now only two holes left – these are the ‘really, really challenging’ ones. At the trailing end of the saddle, the last of the life-expired bolts that fasten the saddle to the middle cylinder casting were removed this week. The holes were then cleaned out to remove corrosion.

Work began on the Cartazzi refurbishment as we removed paint from the wheelset axle. This was something of a challenge with it still in position, and the engineering team coped very well as always. The team also continued the examination of the vacuum cylinders, examining the piston rods for wear and distortion. The loco drawbar gear has been removed and measured over the last few weeks. Work continued this week on these parts and we gave them a good clean before they receive their crack detection examinations.
Week commencing 21 April
The coupled wheel springs, secured to pallets, were moved to the workshop doors to be collected on Tuesday. The carrier turned up a day late, but fortunately Simon Holroyd was around to drive the forklift and skilfully got them into the rather small van that arrived to collect them – we had been expecting a truck. They are now gone for contractor refurbishment.
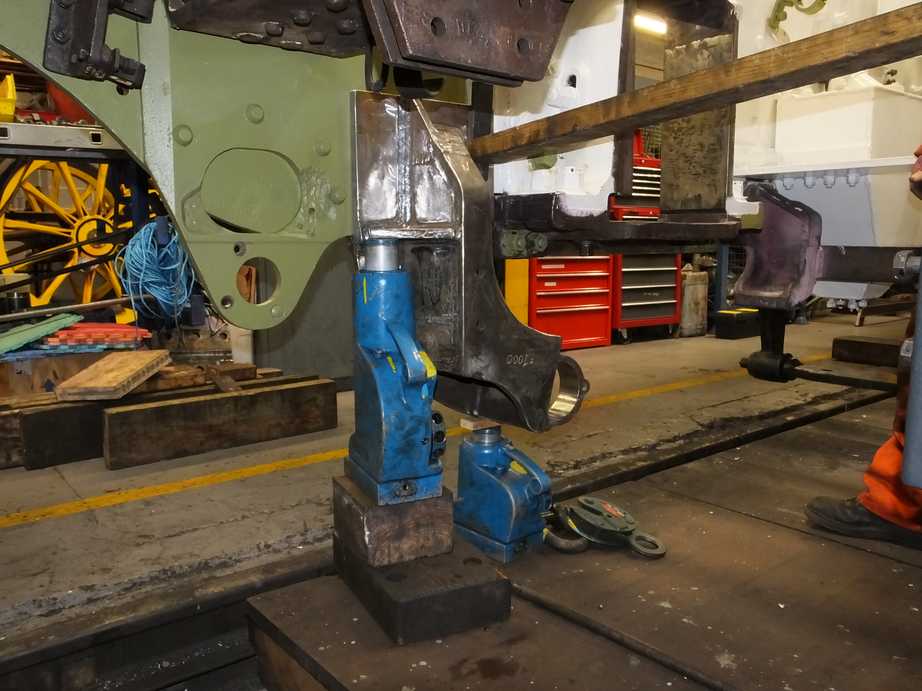
We were offered some surplus screw jacks that we can stand the frames on, and these were retrieved from elsewhere in North Yorkshire. I believe they needed cutting out of the undergrowth, so thanks are due to the dedicated engineering team volunteers who rescued them. However, we will need to clean them up and assess their condition before we can use them. We need additional jacks to support the front of the loco when we remove the accommodation bogie so that we can work on the bogie stretcher and lower outside cylinder flanges.
The brackets that carry the unions between the copper pipe and axle box flexible lubrication pipes were fitted to the frames this week. They have been painted with undercoat and will be glossed while on the frames. Painting of various brackets has continued inside the frames.
Painting continued on the bogie too, with undercoating completed on the underside. By the end of the week, the underside had been finish glossed and is now waiting for side control springs to be fitted. It will then be turned back the right way up.
Removal of the paint from the Cartazzi axle continued and it has now been given a couple of coats of primer. Undercoat has now been applied to the front sections of the Cartazzi frames.

The manifold overhaul continued with dye penetrant inspection and the refurbishment of the manifold shut-off valve. The faces that the manifold valves sit on were quite marked, so these have now been carefully dressed and the marking removed. Dye pen inspection was also carried out on some of the draw gear components this week. The front hook, intermediate drawbar, tender eyebolt and main loco pin were completed.


The right-hand combined brake shaft and spring bracket was set up on the horizontal borer this week and the trailing edge skimmed where it was fouling the hornstay when trial fitted. The newly machined section was deburred and the bottom of the frame where the bracket fits dressed, as there was still some traces of old weld. The edge of the frame was chamfered to ensure that the bracket will fit tight to the frame.

The mechanical lubricator which returned to York last week was fitted and progress was made on refitting the lubrication pipe work to the axle boxes.


A new fitted bolt is required for one of the right-hand horn castings, but as with the other loose bolts we have found in the horns, the face under the nut is poor. To remedy this, the hole was spot faced until a continuous face was produced and a good result was finally achieved. Work also continued on the cylinder flange holes and one hole was finished. This was reamed out and a start was made on the boring of one of the final two holes.

The vacuum brake cylinders components were laid out this week for further cleaning and inspection. Some of the parts where fit is important have now been measured and the piston rods were dye pen tested.
Week commencing 28 April
The bogie side control springs were fitted this week. When in position they are compressed to a load of four tons and need compressing even more than this to get them into the bogie. A spring compressor was made by the National Railway Museum for this job and they allowed us to use it. After some hard work both springs were refitted, and with them in place and the bottom of the bogie painting completed we could then turn it over. To give us a bit more room we decided that we needed to move Rocket’s boiler out of the way. With the permission of workshop manager Simon Holroyd we lifted the boiler onto the wheel drop. We then moved the bogie under the crane on forklift trucks and turned the bogie over. Once the right way up, we put it back where it has been, behind our tender, then put Rocket’s boiler back.
With the bogie righted, work began on preparing the top surfaces for inspection and painting. The separate bogie centre casting that accepts the pivot pin fixed on the loco was retrieved and inspection of this item began.

Inspection and refurbishment of loco and boiler fittings is now well under way and this week the regulator valve was put up on the bench and stripped down. After spending 10 years in the boiler it was reluctant to come apart, but by the end of the week we had separated the valve in to its component parts. The valve was inspected and it appears to be in good condition. Downstream of the regulator in the smokebox are the steel main steam pipes and these have been inspected for thickness. They have now been approved for continued use.
Work on the manifold continued this week as the copper seal between the manifold shut-off valve and the manifold body were annealed and refitted. The stuffing box was repacked and has been reassembled into the manifold. The new diaphragm for the reverser vacuum clutch was delivered this week. The diaphragm holes were punched through and then trial reassembled in the clutch. The repaired air pump steam cylinder was also returned this week.
Painting continued with gloss applied to the front sections of the Cartazzi frame by the painting team, who also worked on painting inside the front section of frames behind the bufferbeam.
Work progressed on the bolt holes between the rear flange of the saddle casting and middle cylinder. The holes were cleaned up by drilling through and reaming to produce a consistent hole diameter, which we need this so that we can use our spotfacing tool. On Saturday the first hole was completed and is now ready for bolting.

The penultimate cylinder flange hole was bored this week. This is by far the most difficult hole to get to and has required several modifications to the alignment jig. As it is too tight to get a reamer in to finish the hole, we plan to finish the hole by honing.

The final fitted bolt was fitted to the leading side of the right driving horn. To get the nut and spanner on the new bolt, two of the vertical hornstay bolts had to be removed. After torquing the new bolt, the hornstay bolts were refitted.
The brake hangers were trial mounted on the loco some time ago for inspection and this has now been done permanently. The hangers have worn where they carry the brake blocks. As the brake hangers wear and the clearance between hanger and brake block increases, the brake block position is not controlled as well as it should be. Due to the slope of the tyre profile, the brake block begins to contact the tyre further to the outside of the wheel. This wear is to be expected and some do show signs of being rebuilt with weld in the past, but it is now necessary to rebuild the hangers again. The trailing two hangers were removed on Saturday by the 007 Gang, our team of junior volunteers, and were given a clean and needle gunned in preparation for repair.
The rebuilt combined right-hand leading spring and brake shaft bracket was refitted this week. The fit of the bracket was improved by further dressing of the frame bottom to match the flatness of the machined surface on the bracket. When finally positioned it was clamped in place and held by jacks. It was then planned to drill through a couple of holes and bolt through to fix its location, but the hole cutter broke on the first hole, so we will have to get a new cutter and try again.

The screw jacks given to us last week were brought in, stripped and inspected. They are in good condition and have now been prime painted. As soon as they are finished they will be used to support the front of the loco and the accommodation bogie will be removed.


This is the 15th update – you can catch up on the previous posts here.
Hi Sir Nigel,
Get well soon. Miss you already.
Interesting to see the refurbishmernt as an engineering exercise with particular attention given to key components.
You boys are doing a fantastic job, can’t wait to see it running once more.
is there an estimated time when sng will return to the tracks, and will it be visiting NYMR any time?