Locomotive Engineer Darrin Crone provides us with an insight into recent weeks’ work on the restoration of the great locomotive.
Week commencing 3 July
On Monday the patterns for the clack boxes were taken to the South Lincs Foundry. There were three storage boxes filled with wooden patterns, which are expensive to make, so it was decided to deliver them personally. They were safely delivered and next day discussions were under way with the pattern maker at the foundry. These concerned the modifications we need to the fireman’s side clack box to maintain the appearance of the version we have in the cab of 60007.

At York our new bogie side control bolt was inspected, comparing it to our drawing. It checks out OK. A new key will be required for the bolt, so new key steel was purchased and a key made to fit. Some final machining of the key is required to reduce its height. The bolt goes through the bogie chassis and the bogie centre casting. This casting was transported to contractors for machining last week and this week we visited the contractors to deliver (and discuss) the dimensioned instructions prepared by our chief mechanical engineer. The casting was put up on a borer on Friday for setting up and machining will begin on Monday.
The leading brake cylinder stretcher had its final loose rivets removed this week. Temporary bolts were put through to keep everything tight. On Saturday the engineering team assembled to put the first rivets through the bracket and frames. After a couple of false starts—not unusual when setting up for this kind of job—we got our first rivet home and tight. We were ready to get in to our swing when we were told we had to leave the workshop, as there was a problem with the locking of the doors which made the workshop unsafe for us. This prevented me from taking some photos for this report.
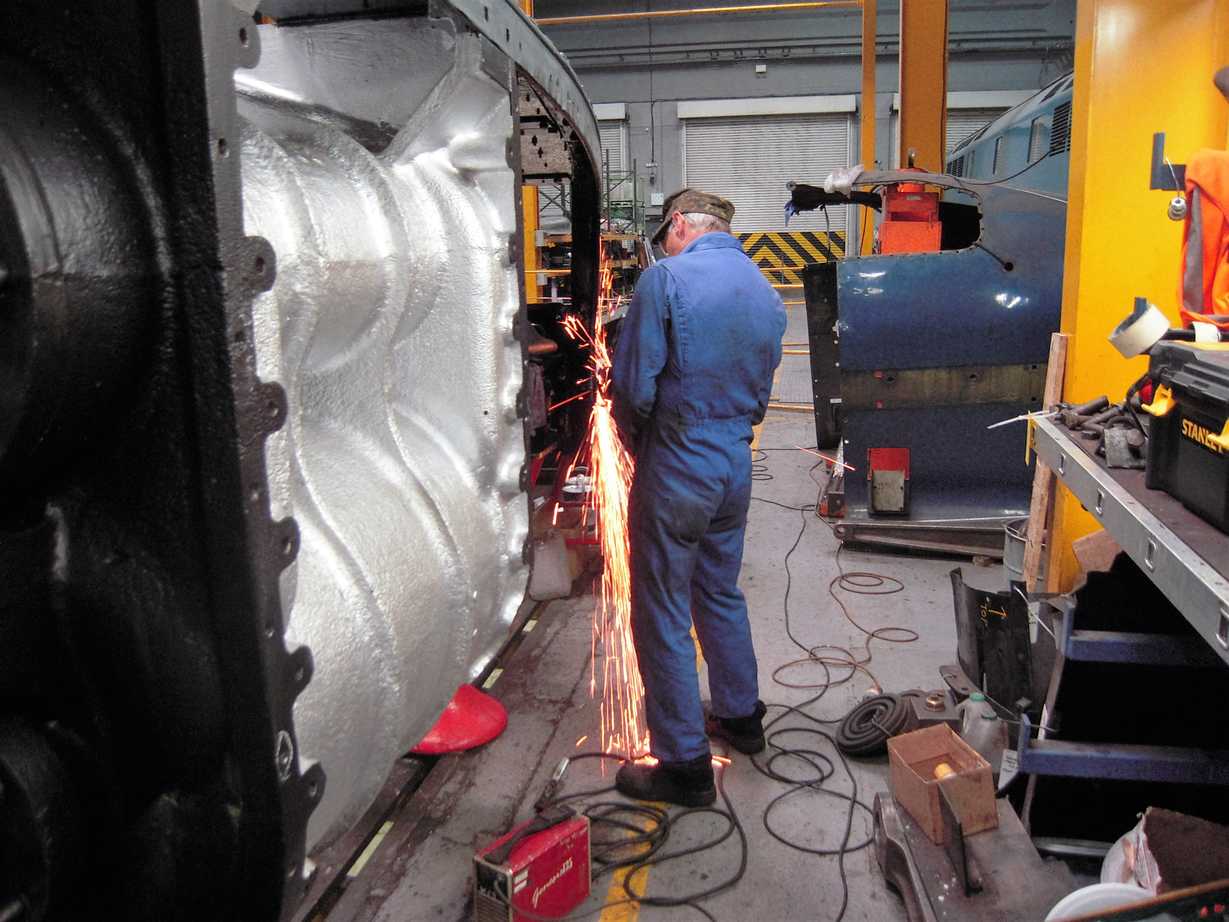
Work has been carried out on the tender most of this week with attention concentrated on the front, removing corrosion and a solid block of compacted coal dust inside the front structure. Work with the needle gun and plenty of scraping and chipping has been carried out. Staging has now been put up in front of the tender to improve access and safety as we work our way up.

The overhaul of the brake ejector continued this week and its internal condition is very good. We have found a steam cut on the small ejector valve seat, which will have to be machined. The valve will be dressed at the same time. Various glands have now been repacked and some covers reassembled and sealed.
The superheater header was inspected at our contractors’ premises this week and we are very pleased with progress. The superheater was sent with a comprehensive work scope, which they are working through. The top surface and one of the corners have already been built up.
It has been decided to put plates in the bogie stretcher that will provide additional support to the middle of the stretcher cover plate. The plates have been specified and an order has placed this week for them to be profiled. They will be welded in place after final fitting.


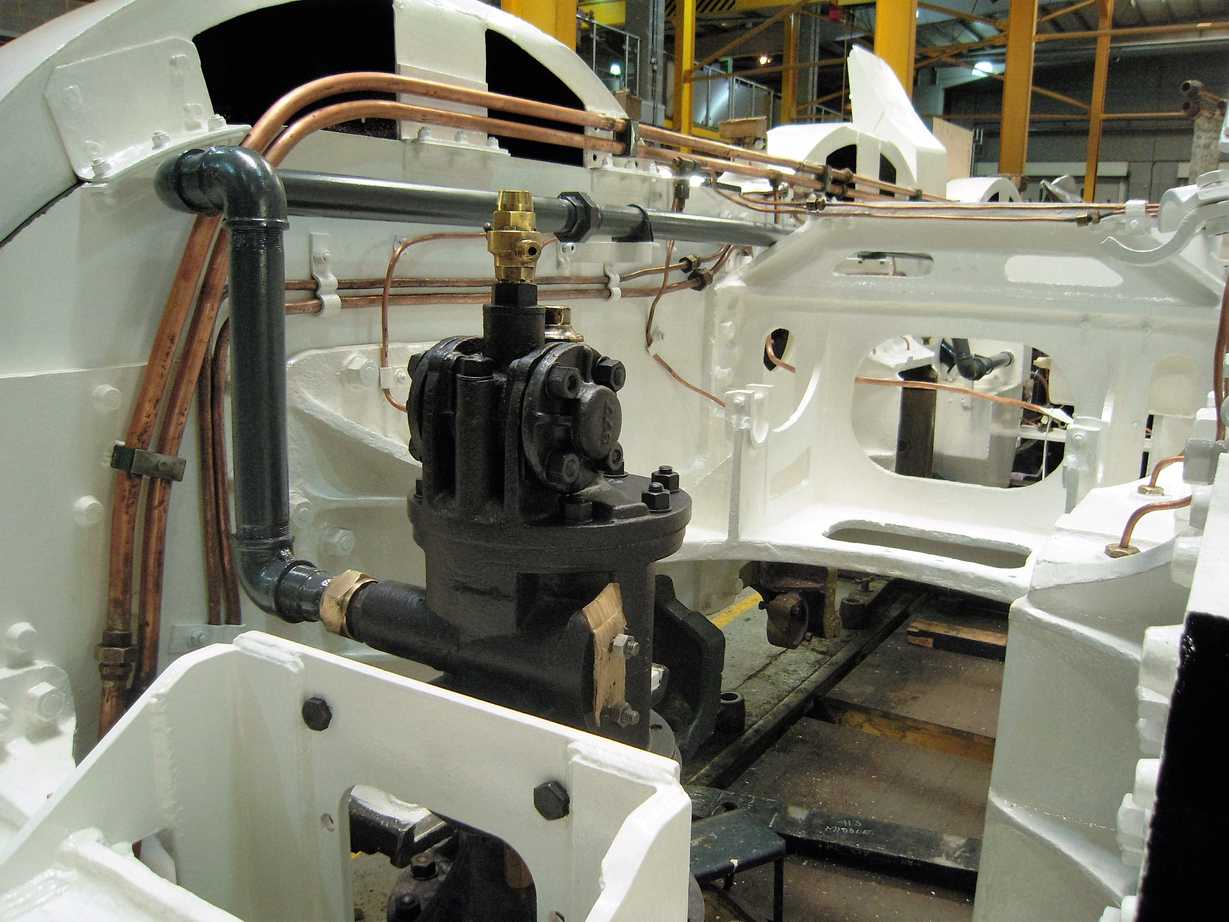
Additional work was done on the air brake piping this week, with further pieces put up on the loco and a new section of pipe used to replace a piece that shows some heavy wear. The air pump exhaust steel pipes were also stripped this week and after inspection were given a coat of primer prior to fitting.

Week commencing 10 July
Good progress is being made with the refurbishment of the superheater header. A special tap has been sourced to tap the end cover holes. This has been loaned to us from the collection of special railway taps in the National Railway Museum’s engineering workshops. It must be very old but still feels sharp. The header casting is stood on end and the welded areas have been ultrasonically examined for thickness.
The loose countersunk screws that hold on the bogie bearing plates on the top of the bogie frames have now all been refitted, with the addition of thread locking solution. Three screws were not recoverable and had to be remade. These were machined and fitted on Saturday.

The studs for mounting the gravity sandboxes are now being finished. The thickness of the flanges on the sand boxes has been measured and the studs are being drilled for the split pin holes. The hole is positioned so that the split pin fits closely against the tops of the nut when the sandbox is fitted in place.
The small ejector from the vacuum brake ejector has now been refurbished. The seat of the ejector valve has been skimmed and so has the valve. It will now require assembly and a final lapping.
Work on the refurbishment of the regulator stuffing box continues. The skimming of the flange face of the body casting has been completed. It is reported that the material is very tough and wears cutting tools very rapidly. The cover is yet to be machined.
Work continues on the loco bogie stretcher with di-pen inspection of the top of the flanges that bolt through to the loco frames and the end plates that were welded by LNER or BR to strengthen the stretcher casting. No faults were found. The new plates we are to have welded into the bogie stretcher were fitted this week. The square-edged profile plates had to be ground accurately to allow a good fit into the radii and webs of the stretcher casting. The loco bogie side bearer brackets were returned to York this week with the cracked RH bracket repaired.

There are two holes left to machine on the RH combined spring and brake bracket. As reported previously all the holes requiring spotfacing have been completed, the remaining two require countersinking. The first of these were completed this week with a special tool made by engineering team volunteers. The set up has now been moved to the last hole.
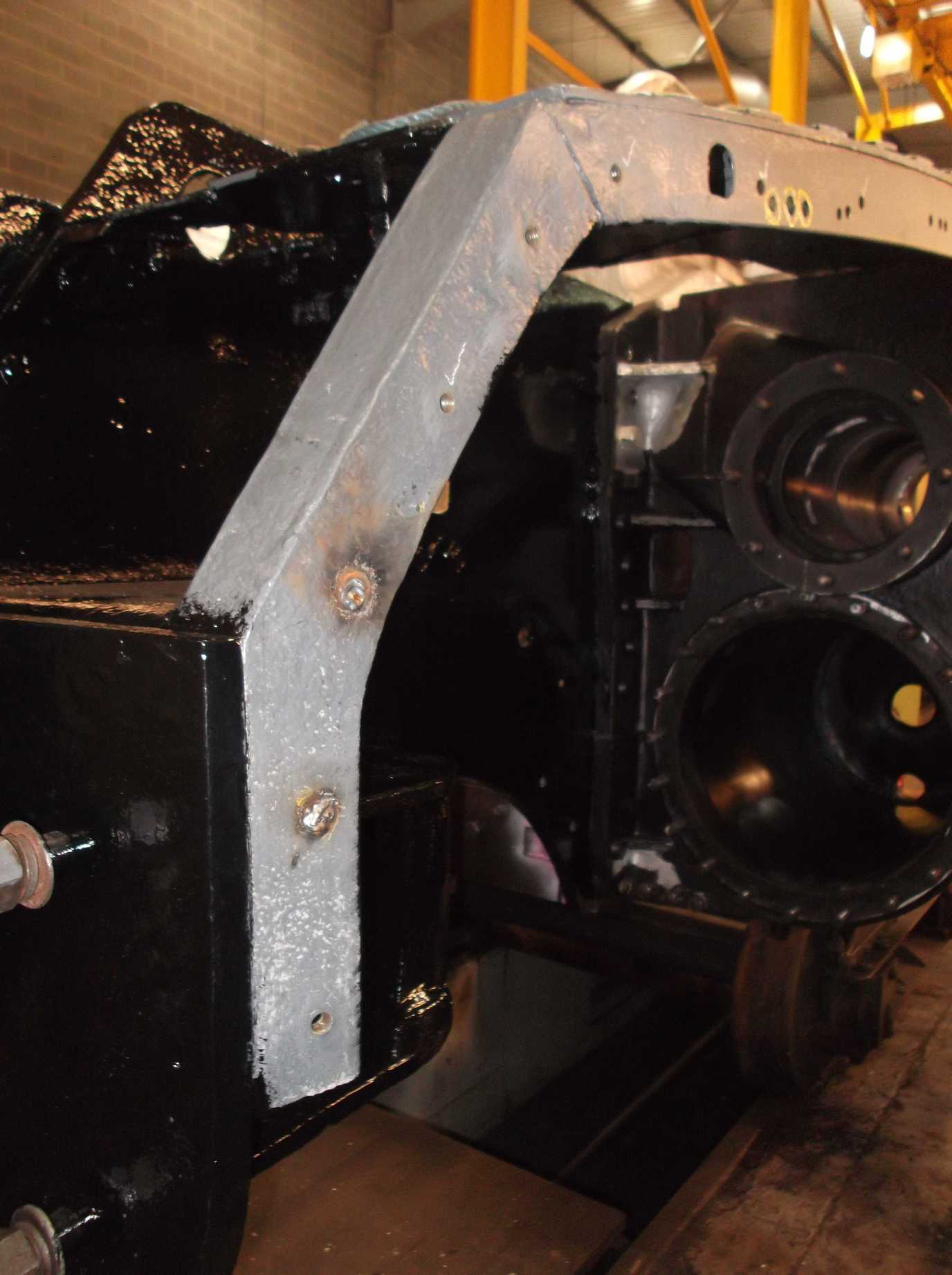
We received the new front buffer rubber springs this week. The centre holes through which the buffer shank passes were deburred and the ones that are fitted into the buffer housings were assembled with the secondary buffers into the housings. The frames behind the bufferbeam received their last coats of gloss this week. We’ll give the paint a few days to harden then we’ll refit the buffer housings. When the buffer housings are on we can refit the front corner streamlining. However, some of the tapped mounting holes for the streamlining are worn, and a start was made this week on welding up these holes so that they can be remade.

Work continued on cleaning and descaling the tender. Work on the front continues, but we are also now working on cleaning the worst off between the frames. Needle gunning has continued on the front while other engineering team members went between the frames to clean off the pipework and water valves under the front of the tender.

The air pump exhaust piping was refitted this week, and while the pipe fitting team were confined between the loco frames they did some more work on the air brake piping.
Week commencing 17 July
Good progress has been made with the gravity sandbox studs. They are all now threaded and just require drilling for split pins. The gravity sands operating linkage that goes across the rear of the smokebox saddle was retrieved from store this week and cleaned and inspected. A number of required repairs have been identified which will be addressed during the refurbishment.

The new bogie side control bolt has now been fitted with a cotter and the old nut thread dressed to fit properly. The bolt key has now been machined and is the correct height for fitting the bogie centre casting. The bogie centre casting bearing surfaces have now been machined at the works of K D Flavell. Machining of one face on the underside of the casting removed the oilways, so these have been re-cut. A number of the old retaining screws that hold the plates on came loose during the machining and these will need to be replaced.
Gasket material was obtained this week which allowed a number of joints around the air pump to be permanently made and new joints have been made for the air pump exhaust pipe.
The buffer housings, with secondary buffers and new rubber springs, were fitted to the loco this week. This allows the front corner streamlining to be fitted. Some of the worn tapped securing holes that hold the front corner streamlining were welded up this week. The streamlining was thoroughly descaled internally and primer has been applied. The lamp irons were removed and these will be refurbished as they are heavily worn.

The support beam for the regulator valve was secured in place on the regulator with new bolting that was delivered this week. The long hanger bolts that fasten through the regulator support beam to brackets on the inside of the boiler were machined this week. Final drilling of hanger bolts for the split pin holes is still required.

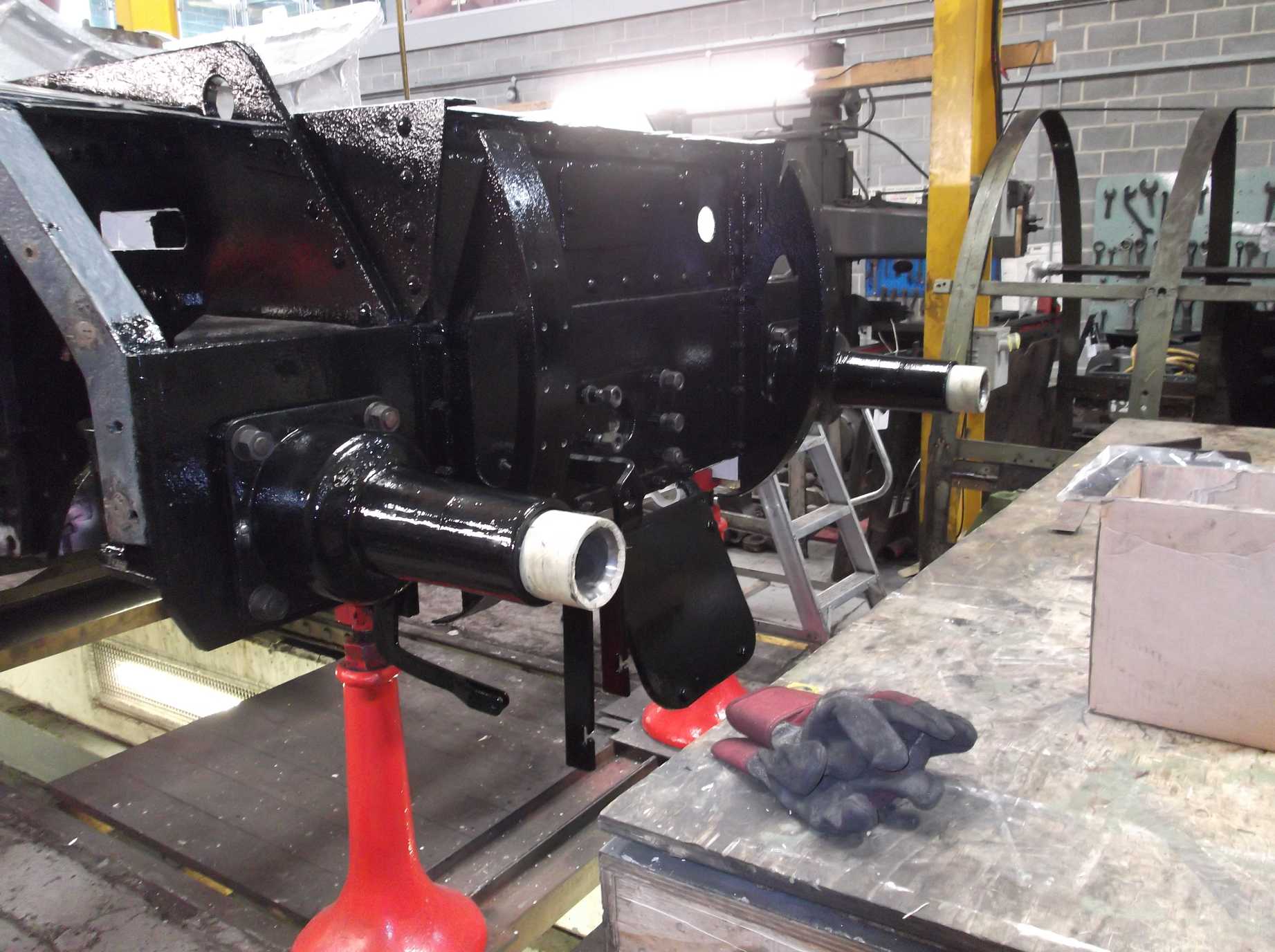
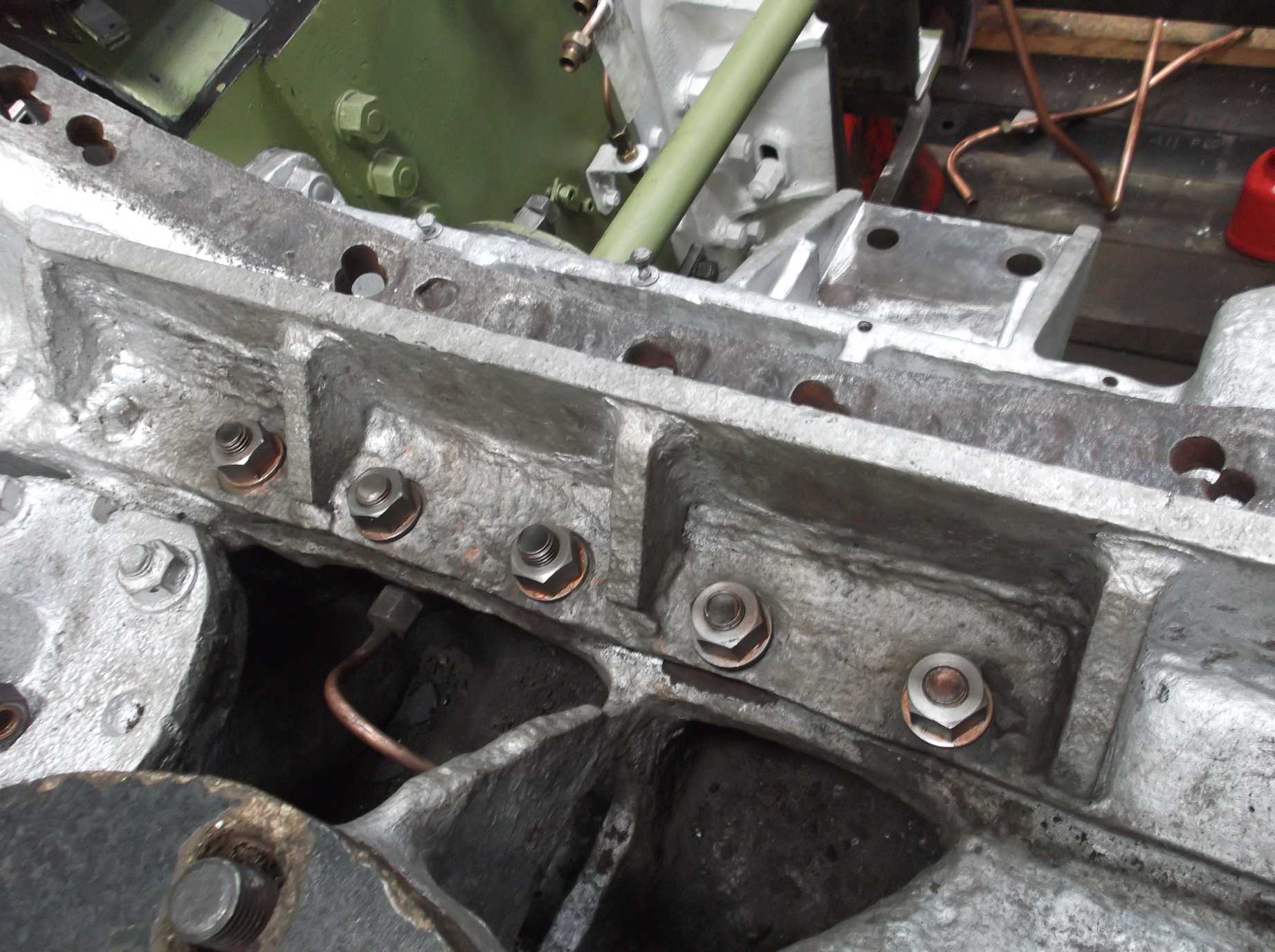
New bolts were also fitted this week to the joint between the saddle and the middle cylinder. The original bolts were wasted and when removed the flange between the saddle and middle cylinder casting required a lot of work to produce a surface suitable for bolting.
The axleboxes for the coupled wheelsets and bogie were delivered to the North York Moors Railway’s Grosmont Motive Power Depot (MPD) this week, where they will be re-metalled and machined. Our reception at the MPD was very welcoming, as usual, and they left us in no doubt that they are very keen to get 60007 back in traffic on the NYMR. While at Grosmont, we retrieved the boiler mud hole doors that are now required at Llangollen for refurbishment.


The countersinking of the last hole on the right-hand leading combined brake and spring bracket was very nearly completed this week. The hole is taking longer that the last hole we countersunk, due to the countersink having to cut into a weld to one side of the hole.
The machining of the faces of the bronze regulator stuffing box was returned to York this week, being carried out by a member of the volunteer engineering team, and what a magnificent job it is.

The riveting of the leading brake cylinder stretcher was completed this week, after having to stop the job a couple of weeks ago due to a fault with the workshop doors. After the large end rivets were fitted, a couple of the smaller rivets on the stretcher central strengthening web were also fitted. There are still a couple of the smaller ones to be done. The new large end rivets were hammer tested and proved tight.


Week commencing 24 July
The gravity sands mechanism is cable operated from a lever in the cab. The cable opens the sands by the operation of a pulley that operates linkages to the sand boxes. During the inspection and testing of the components a crack was discovered in the pulley wheel. The pulley was removed from its bracket and the crack silver soldered. There are a number of slack pins in the mechanism, but to check alignment it has been decided to mount the various brackets on the loco and check fits in situ. The brackets are now being painted and will be fitted to the loco.
The split pin holes were drilled in the gravity sandbox studs this week on the National Railway Museum’s Richmond radial arm drill. As there were quite a number to drill, a jig was made up to hold them accurately. The split pin holes in the regulator hanger bolts were also drilled this week.

Work on the tender continued with the removal of various archaeological layers from the back corner of the corridor. Our Chief Mechanical Engineer (CME) and I spent some time on the tender on Saturday examining what has been revealed so far and planning the future work. The CME also went into the tank and brought out some of the epoxy coating put on at the last overhaul. I want to check the flammability of this before we use the burning gear on dismantling.
The new rivets put into the frames last week were dressed. It is important that they do not project too far from the surface of the frames as they could foul the back of the wheels, so they were ground back a little just to make sure.
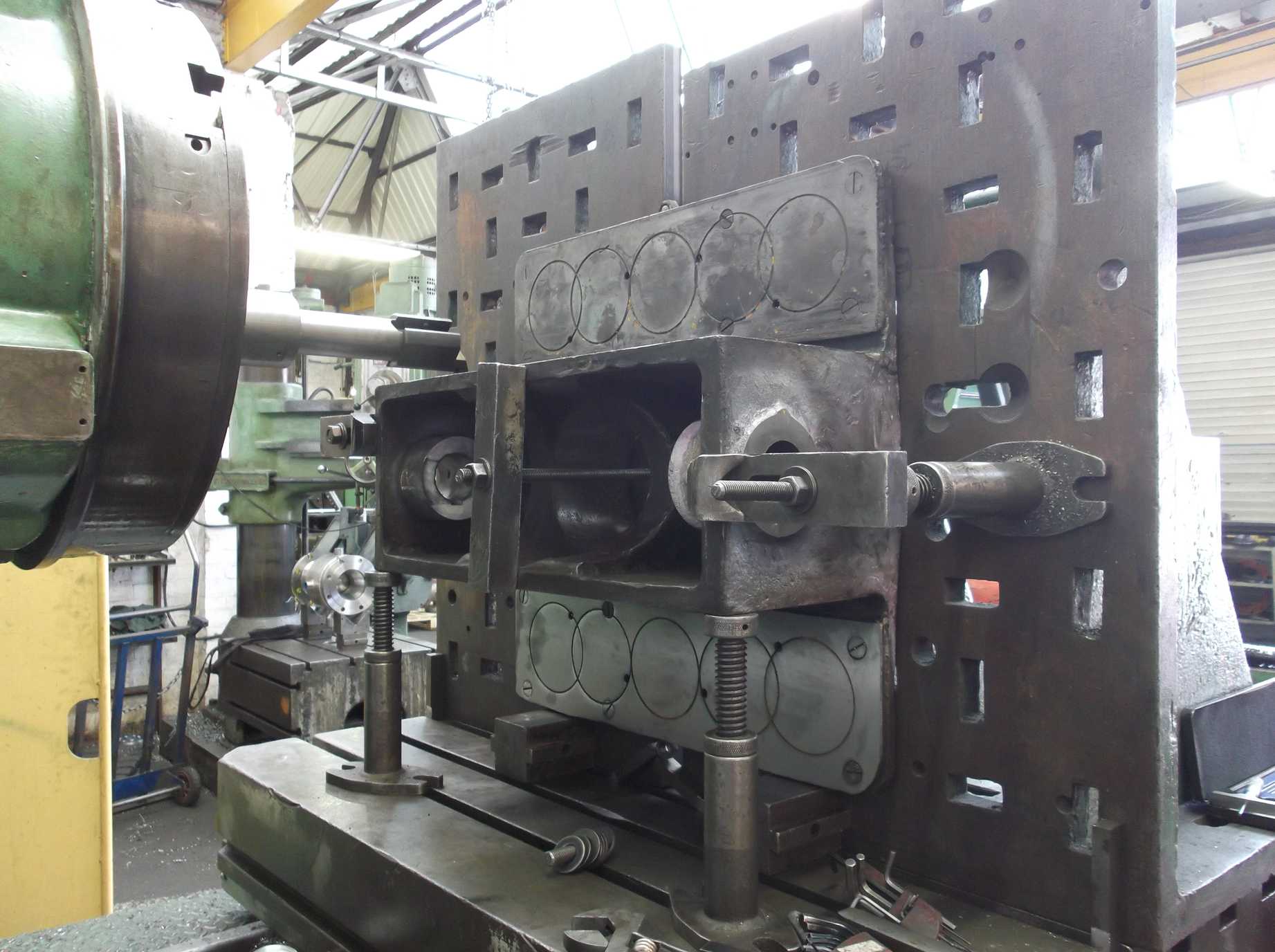
After a break we revisited the leading loco vacuum cylinders this week. We had hoped to have the mounting trunnions trued up and trunnion sleeves machined off on our borer, but the museum staff have been too busy and so the cylinder on the borer was taken off. The approved recovery procedure for worn trunnions is to sleeve them, and this has been done with our cylinders. Now that the sleeves are worn they require replacement, so all have been removed. We will have to use an external contractor for skimming the trunnions.
On Wednesday the CME and I went to the South Devon Railway (SDR) to inspect the re-tyred coupled and bogie wheels. As usual at Buckfastliegh we were warmly welcomed by Rob Le Chevalier who kindly peeled back the Denso tape so that we could inspect the finish on the journals and new crank pins. We discussed at length the method of manufacture and the accurate location of the new driving crankpins. All was in order and we were pleased to accept the wheelsets as completed.

The inspection included checking all work had been completed to our purchase orders and examining the draft versions of the documentation that will be provided by the SDR. We are now only awaiting the final documentation package before the transport of the wheelsets back to York can be organised. The haulier has already been contacted and is standing by.

complete and the wheelset will be returned to York soon.


While we were away from York, work continued on the loco. The repair of the front streamlining mounting holes was progressed. The front corner and centre streamlining was trial fitted and there are only a couple of holes which will need attention. The centre streamlining was removed on Saturday for a final inspection of the front hook arrangement, and it was decided that the front hook bufferbeam casting can now be remounted on the loco.

The mudhole doors removed from the boiler at York were retrieved from store, and with the others brought from Grosmont last week were cleaned. The painting bench and packing that were in front of the loco were also relocated. This has freed up an area where the wheelsets can be placed for painting when they return.
This week also saw the completion of the spotfacing and countersinking on the right-hand combined brake and spring bracket. On the left-hand bracket the bore for the brakeshaft bearing was refaced using a jig and cutter designed and made for the job by the volunteer engineering team, and a very good finish was produced.



This is the 18th update – you can catch up on the previous posts here.
Excellent..your work and effort is recognised by many! Well done.
The last time I saw the superheater header was when I fitted it at Inverurie Loco works around 53 years ago when I was an apprentice. Great to see the good work being carried out, I have had a soft spot for Sir Nigel since I worked on it all the years ago.
What does the clack box do?
Really comprehensive report, enjoyed the read!
looks like a lot of hard work but will be worth it in the end keep up the good work
This series of posts has been impressive, as are the pains taken with this rebuild. Thank you!
A compulsive read, thank you for a very detailed work report.Great work being carried out to bring this great engine back to life.
keep up the good work people its absolutely brilliant work to bring sir nigel gresley back to life to entertain the many thousands of people that love this locomotive so much very very well done to you all from john and nora in kidlington in Oxfordshire