Locomotive Engineer Darrin Crone provides us with an insight into recent weeks’ work on the restoration of the great locomotive.
Week commencing 5 June
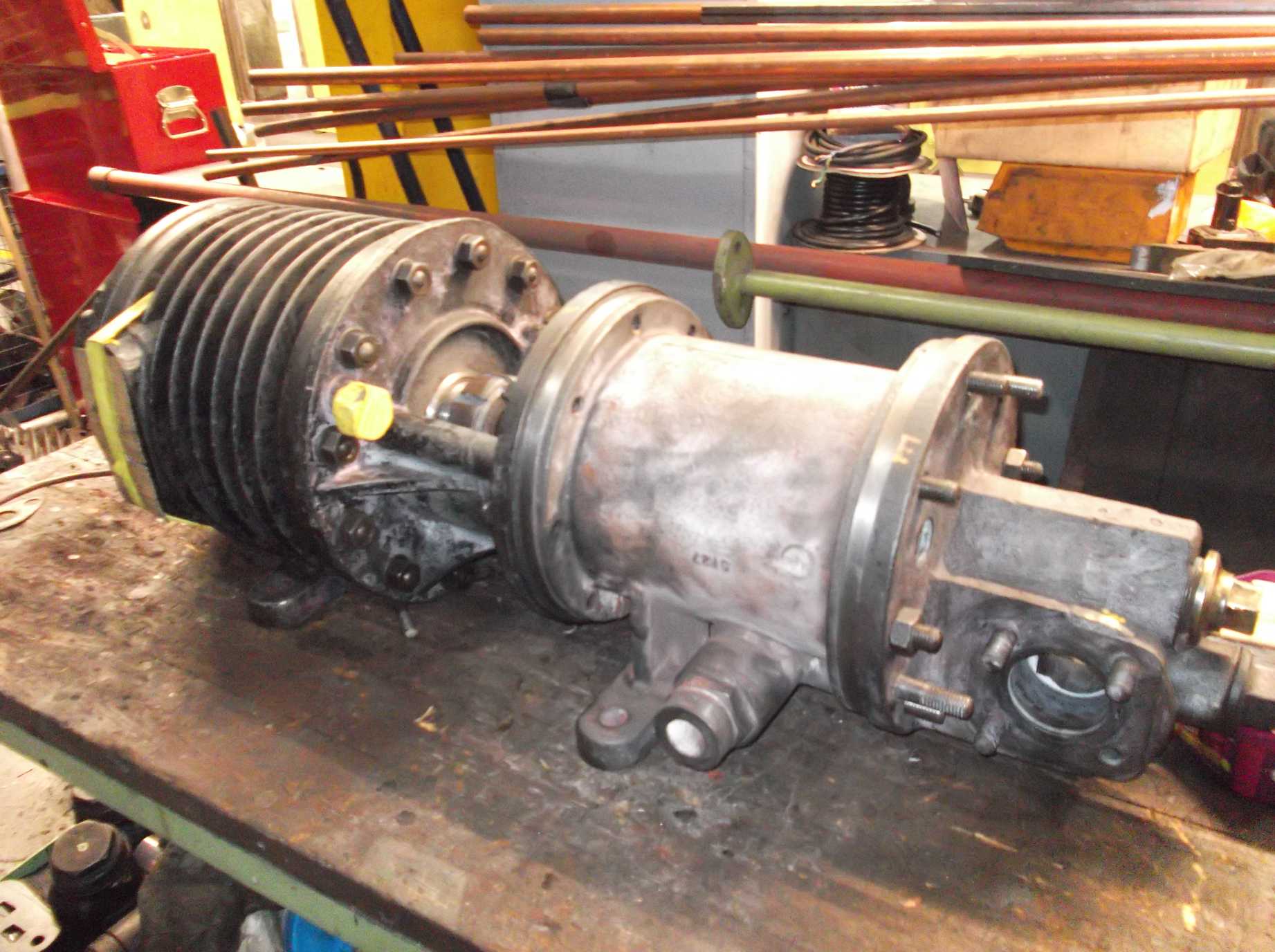
The steam cylinder off the air pump was finish machined last week but the bore still needed to be cleaned, so it was polished and honed this week and reassembled to the low-pressure air cylinder with the piston rod and pistons in place. The rod that controls the admission of steam to either side of the steam piston was trial fitted with the top end cover in place to check the travel of the pistons and rod, and all seems to be in order.
Last week we made a start on the spotfacing of the right-hand leading combined brake shaft and spring bracket mounting holes, using burrs to remove the first material. This week the spotfacing tool was applied and two holes were finished.

Cleaning of the coach dynamo continued this week. According to British Rail instructions, it should be wire brushed and given another coat of bitumen. However, having been subject to this regime, the coating was coming off in thick pieces and the surface of the dynamo showed corrosion, so we decided to take it back to a sound surface and give it a coat of primer. We didn’t want to apply bitumen during overhaul and testing, when it has to be manipulated. The stripping was also finished this week and a coat of primer applied. The seal under the domed end cover was also cleaned out so that we are sure of a good weatherproof seal.
All the parts of the coach that are going separately for overhaul have now been prepared, and collection has been organised with the contractor.
The reverser shaft key has been repaired and fitted, and is now a good fit in both the shaft and the reverser lock sheaves. The special eyebolt that fastens the reverser spring to the vacuum clutch frame stretcher has also been refurbished. The reverser spring is fractured so a new one is needed. We have contacted a number of specialist spring manufacturers are awaiting quotes.
At Llangollen we had a very productive meeting with the body responsible for our mainline certification, our insurers and the Llangollen engineering team. The method of preparation for the fitting of the new tubeplate has been agreed, and involves the refurbishment of the combustion chamber plates. We also measured the combustion chamber opening to assess how much distortion there is, and therefore the amount of movement required from the plates to contact the new tubeplate. We were pleased that there is sufficient room to get the new tubeplate in comfortably without requiring a lot of movement from the old plates. This should give us the best possible fit.

The roof stays were also examined with our own endoscope. We had a close look and concluded that most of the roof stays will be suitable for further service. However, we agreed that some stays will be removed and their condition assessed. We also agreed that the outer rows of side stays be ultrasonically tested to ensure there are no undiscovered fractures in these areas.


After our visit to Llangollen we went on to Crewe to inspect the new copper firebox tubeplate. It is a very good piece of work and corresponds to the drawing and our instructions. When we receive the final documentation for the plate we will organise transport to Llangollen.

Work between the frames on the lubrication piping continued this week with some finishing touches to the axlebox lubrication system. On Wednesday, the cylinder lubrication pipework was retrieved from store. It was then flushed through and the pipes cleaned. The pipes are now ready for annealing and fitting. Meanwhile, work continues off site on the cylinder lubricator.
The refurbishment of the pistons was completed this week and, after inspection at our suppliers, are now ready to be returned to York.
Work continued on the loco’s bogie stretcher this week with further cleaning and the removal of most of the paint. This will allow detailed inspection. The lubrication fittings have now been removed from the stretcher and it appears that water has been passing one of the fittings. This would find its way onto the bearing surfaces between the loco and bogie, and we think this explains the uneven wear we have found. The wear could not be explained by uneven loading, as the positions of the bearing surfaces relative to each other have been measured and all seems to be in order. We have now agreed a plan for refurbishment of the bearing surfaces.



Week commencing 12 June
On Tuesday the air brake components, voltage regulator and dynamo removed from the coach were collected by Rampart, our coach chassis overhaul contractors. It is planned that the coach will follow in early July. The air brake distributor mounting manifold and the fittings recovered from the other air brake components were refitted to the coach and were sealed with duct tape.

The loco brakeshafts were dye penetrant inspected this week and no faults were found.

We have now received the final documentation for the new copper tubeplate so it can leave Crewe. Llangollen Railway Engineering are now organising collection and delivery to their works. At Llangollen the stays have been removed from the throat plate and backhead where sections of plate above the foundation ring was found to be grooved and was removed. The steam supply pipe from the backhead to the internal manifold has also been removed to repair the joint in the backhead pad. This had been a source of problems in the past so the joint will be refurbished. The combustion chamber and back corner stays we decided to renew at this overhaul have now all been removed and the holes will now be reamed.
Work continues on the loco bogie stretcher with removal of the loco bogie side bearers that stop excessive rolling of the loco. The side bearers are in need of refurbishment and will require new bolts. The cleaning of the underneath of the stretcher continued this week and was completed after some needle gunning under the left hand cylinder before the Painting Team were sufficiently satisfied with the level of cleanliness. The top of the stretcher also saw the needle gun this week and the final traces of scale being removed.

Above the loco, bogie stretcher work continues on the bolt holes that go through the saddle and middle cylinder. The top of the the holes are finished but the bottoms, hidden under a flange require attention. We need to spotface these holes however the location and proximity to the side of the casting is giving us problems.
Areas receiving top coats of paint this week included inside the space between the front bufferbeam and cylinders. The reversing shaft is now up to undercoat.
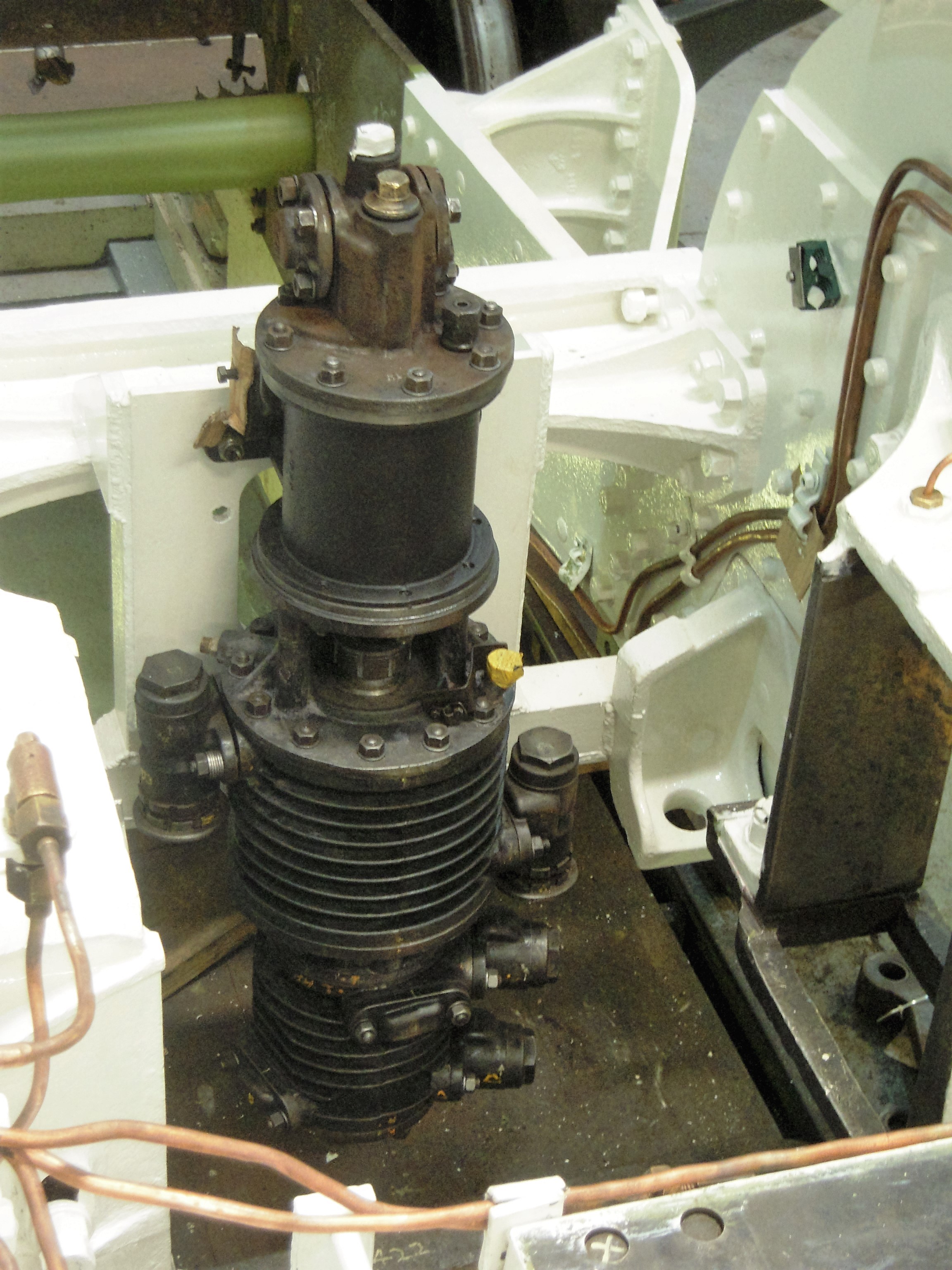
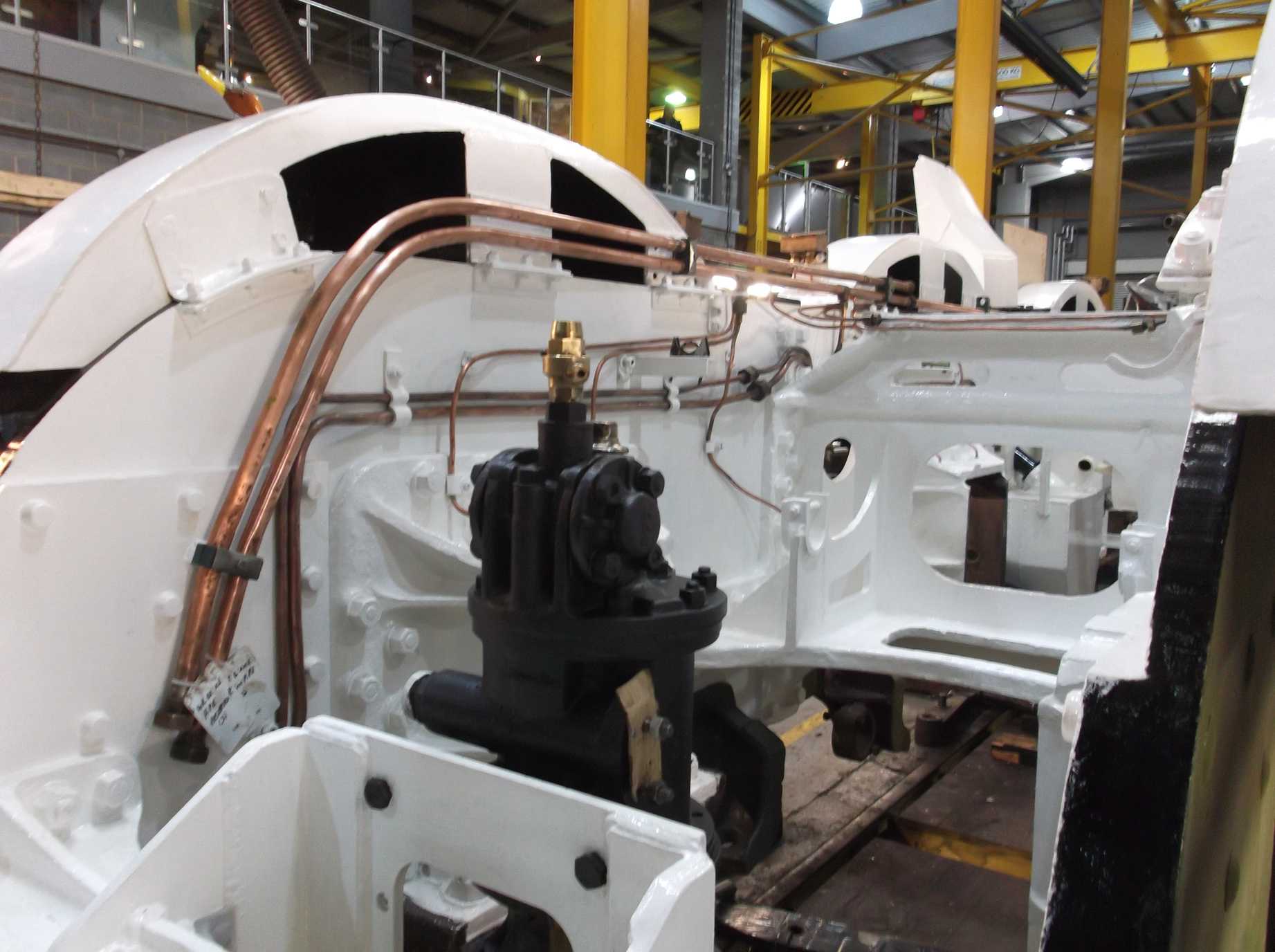
The air pump reassembly continued this week with the addition of the high pressure air cylinder and end covers. The pump was laid on the surface table so that the mounting brackets on the steam cylinder and low pressure air cylinder could be accurately aligned. The air pump was lifted in to position on Thursday and fits very well on to the mounting plate in the frames without the use of shims previously used under the mounting brackets.

The air pump steam inlet flange required new studs and these we made and fitted this week. An order has been placed for new loco and bogie spring hanger bolts and material has now arrived at our contractors and we have received the material certification.
The outside crankpins in our centre coupled wheels have now been removed at Buckfastliegh. The wheelset has been put on the “quartering” machine and the machining of the crankpin holes is underway. The material for the crankpins has been cut and machining of the pins has started.
The safety valves have now been stripped and inspected. The rear valve sees little use as the leading valve is set to blow at a lower pressure. As the leading valve does by far the most work it has worn and we think it’s time to replace it. The trailing valve, apart from some external marking, is in very good condition, though will require a new spring.

The hose connectors to the leading vacuum cylinders were retrieved from store this week and trial fitted to the cylinders. When tried in place it was found that their mounting flanges were not flat, probably from being clamped on to thick soft seals. They were skillfully hand fitted this week and they are now sit flat onto the cylinders.
Another part retrieved from store and receiving attention is the regulator stuffing box which sits on the boiler backhead in the cab. It takes the shaft that runs between the regulator handles and encloses the joint between the shaft and the rod that goes in to the boiler to the regulator valve. A start has been made on the removal of the life expired studs.
The final journal centre dimensions have been taken from the coupled wheel axleboxes. All six boxes have been done so that they can now be transported to our contractors for remetalling.
We plan to dispatch the superheater header for refurbishment on the road transport that returns our pistons. We have carried out some work on the header, as the more we do using the Engineering Team the less there will be for the contractor, and this will reduce the cost. This week we began to remove the seal-welded plugs in the ends of the header. The plugs give access to enable expanding the outer rows of superheater element tubes. The Engineering Team started the removal by drilling through the plug centres.


Week commencing 19 June
The safety valves have been inspected, reassembled and returned to store. The superheater header end plugs were also removed this week. They allow access for expanding the outer rows of superheater elements into the header. The plugs were seal welded in and drilling through them started last week. We continued this week and drilled through the rest, then burnt the plugs out using the oxy-burning gear. The holes have been enlarged over the years to repair the threads for the plugs and they are now too large to repair in this way, so new material will have to be added and the holes remade.


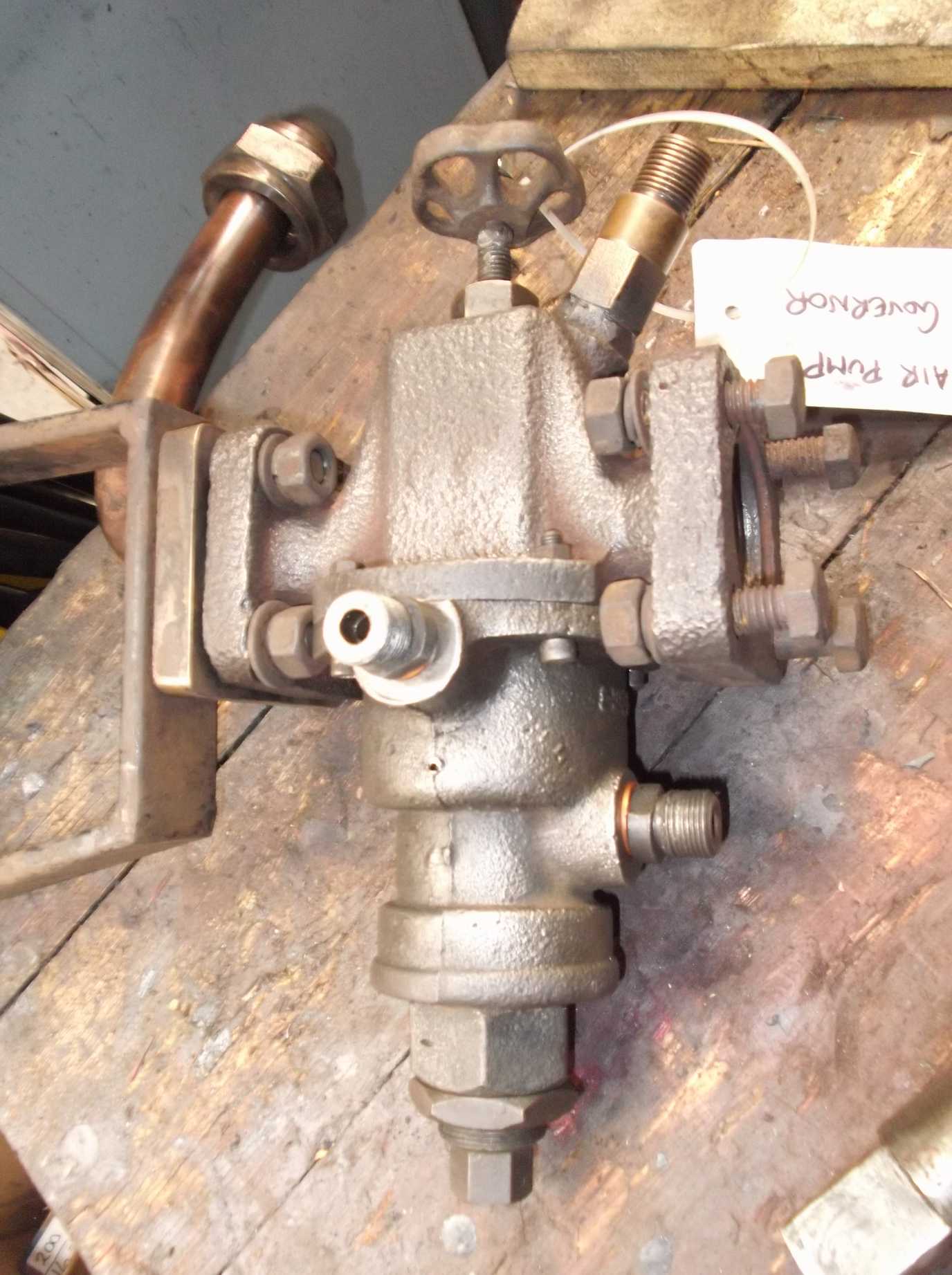
The air pump governor was reassembled with new seals, but it won’t be fitted to the loco yet as we plan to reposition it to improve its accessibility in traffic.
The wasted studs have been removed from the regulator stuffing box – not an easy job when the studs are made of steel in a bronze casting. As the studs are harder than the bronze, it is very easy to damage the stuffing box casting. The studs that fasten the side gland followers have also been removed and the casting and cover have been cleaned to enable a closer inspection.


We have decided to replace our clack boxes. They have given us good service and look to be originals, but are showing signs of wear and carry evidence of previous repairs. This week I collected the patterns from their owners and transport to the foundry is now being organised.
On the loco frames, spotfacing continued on the combined spring and brake shaft bracket, with another hole completed and a further hole prepared for a final cut. This will be the last hole requiring spotfacing. Up in the saddle, the engineering team has been patiently working on the bolt holes used to fasten the saddle and middle cylinder castings together. Progress has been frustratingly slow, as scale and corrosion needed removing from the hidden lower face to allow clearance for an adequate bolting face.


Undercoat was applied to the outside of the frames this week in preparation for applying gloss. The reverser shaft is now also finish painted, and painting is continuing on the underside of the footplating.


Week commencing 26 June

On Tuesday welding contractors visited us and carried out a series of repairs identified during the frame survey. This included rebuilding the thickness of the frames under the cab where corrosion had struck and also repairing the leading left combined spring and brakeshaft bracket. During examination this bracket was found to be cracked. This is the matching opposite bracket to the right-hand that was removed from the locomotive for extensive refurbishment. These brackets obviously experience high stresses in operation. The spotfacing of the right-hand bracket was completed this week, but there remains the countersinking of two rivet holes.

On the same day our refurbished pistons were delivered. Due to the wet weather as soon as we got them inside we made sure they got a rub down. They have had their heads rebuilt and machined to give us the correct clearance in the cylinder bores and the ring grooves squared up, as over time they taper out due to the movement of the piston rings.

Last week the superheater header end plugs were removed, which completed the work we are doing to the header, for now. The header was dispatched for refurbishment this week with a full specification of required works.
The bogie centre casting that goes between the loco stretcher and the bogie frame was also sent to contractors for repair this week. The bearing surfaces have worn and there is an area of corrosion on one of the lower faces. The top face will be skimmed and the lower faces machined to the offsets measured on the bogie frame bearing surfaces to ensure the assembly sits true and level. Some of the screws holding the bogie bearing plates were found loose when the bogie was removed from the locomotive. The examination of the rest of the screws has begun and additional loose examples have been found. We have now started the process of removing the loose screws and cleaning out the holes. The screws are countersunk and do not have any means of driving them so it is not easy to remove them.

Painting continues around the front of the loco with undercoat being applied to the leading sections of the outside frames. The tapped holes in the footplate angles where the streamlining is attached has been tapped out to clean them of paint and they have been examined. Some holes are worn and will have to be repaired so that the footplating screws can be securely fixed. We also looked at the tapped holes on the outside cylinders. Some of these are in a very worn state and will also require repair.
The leading middle cylinder steam chest studs were examined this week as they become relatively inaccessible when the valve is in position. Some were not fitting correctly so the offending studs were removed and correctly refitted. They are in better condition than the cylinder cover studs we replaced. The coverplates from the tops of the couple wheel axleboxes were removed this week and the dispatch of the axleboxes for contractor repair will now be finalised.
Additional pipework was retrieved from store this week, including the air brake pipework that runs along the loco mainframes and the air pump exhaust pipework. The pipework is now being cleaned and prepared for refitting. Some of the air brake pipework has now been refitted.
We have been informed that the refurbishment of the coupled wheel springs has now been completed and they are ready for shipping back to York. The new valve liners are presently at specialist grinders for final finishing to size.
The vacuum ejector overhaul began this week with its retrieval form store and preliminary stripping and examination.

This is the 17th update – you can catch up on the previous posts here.
Fantastic work going on there, extremely thorough. Well done all concerned, look forward to seeing her out and about soon.
Very interesting indeed; after all these years, it is still an amazing sight to see those components on view. The safety valves were impressive and the endoscope picture was great too. Thanks and good luck with the overhaul.
Wow! Thank you for all of this incredible insight to the progress of the overhaul. This is written in a way that I fully understood and with the accompanying photographs was clear to follow. Looking forward to more. Best wishes
Doing a fantastic job People ! You should be proud of your achievements !