Locomotive Engineer Darrin Crone provides us with an insight into recent weeks’ work on restoring the great locomotive.
Week commencing 3 March
The dragbox bolting has been completed with the last couple of nuts torqued up. The dragbox was then di-pen inspected. Not an easy job on such a complicated component, so one level at a time was done. The areas around the draw bar and safety link pins have also been inspected and no defects were found. Then on Friday the first coats of primer were applied.

The safety-critical air brake components were retrieved from storage this week. They were given a clean up and we made sure the ports were sealed. These will be sent away for contractor refurbishment so that when they are returned to us they will carry certification and a guarantee.
Painting of the loco frames and major castings around the front of the locomotive continued. The final coat of gloss was applied to the outside-front bufferbeam area. Progress was also made on priming the middle cylinder and the saddle casting.

The boring of the cylinder mounting holes in preparation for reaming continued this week. About half are now completed, however there are some particularly awkward ones yet to do. Depending upon the amount of reaming, the cylinder flange holes may need to be revisited with the borer, but we will see what we get when we ream them.

The coupled wheel springs were given a clean off this week and the spring buckle pins and retaining boxes were removed. The springs will be sent for contractor refurbishment and quotes have been obtained. The pins and retainers were tagged and put in storage, and a start made in moving the parts from over the adjacent pit in to the GUV. We are clearing this area as it is planned to move the tender into this space. Other parts have been moved to the other side of the loco.
In Devon, the wheelsets are progressing with the crank axle on the wheel lathe. At Crewe, the tubeplate has been formed and will be sent for machining shortly. Repair work to the firebox copper side sheets continues at Llangollen and an access platform is being assembled so that work can commence on the top of the firebox.

The splashers on the left of the locomotive were refitted this week. As they are secured with dozens of bolts it was decided to fasten them by bolting through every other hole for the present. When they are all up we will put the rest of the bolts through.

During inspection of the air pump it was noticed that the clack valve springs show signs of wear, so it is planned to replace them. A suitable, commercially available spring specification has been identified. The cylinder end covers have now been di-pen inspected and no defects were found. That just leaves the steam cylinder requiring repair and the other cylinders will be honed to clean them up. The studs are being removed from the steam cylinder to aid repair.
The pistons have received a detailed inspection prior to their refurbishment. Particular attention has been given to the end of the piston rod where it meets the head and to the cotter slot and taper that fits in to the cross head. No cracking was found but one of the tapers shows some marking. This will have to be carefully removed.

Week commencing 10 March
The bogie has been out of the news recently so it’s time for an update. The bogie axlebox inspection has now been completed and we await the report from our Chief Mechanical Engineer. He has now moved on to examine the bogie horns. The bogie frames have been needle-gunned and the outside of the frames are down to bare metal. There is still work to be done on the inside of the frames before they can be fully examined.

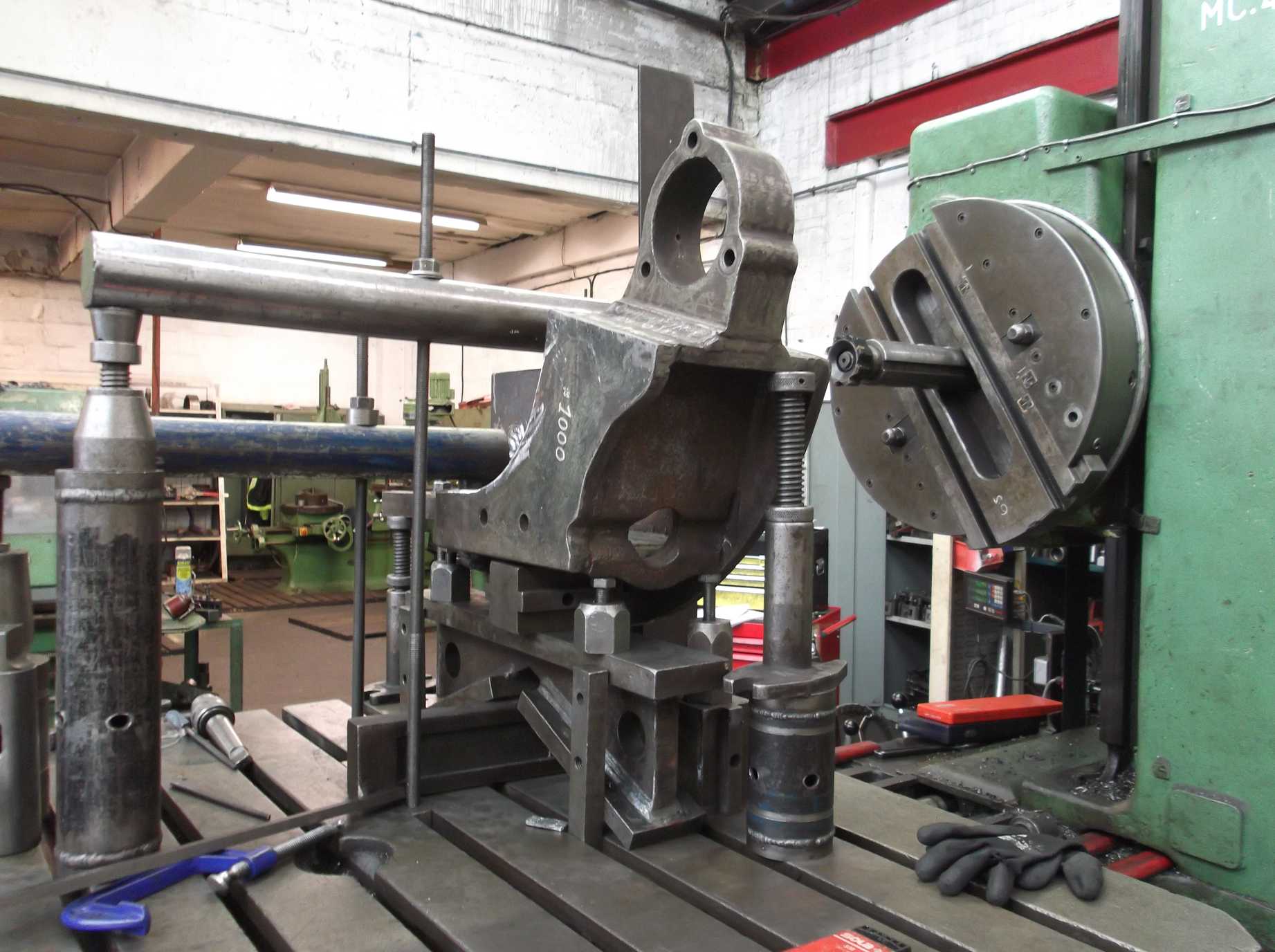
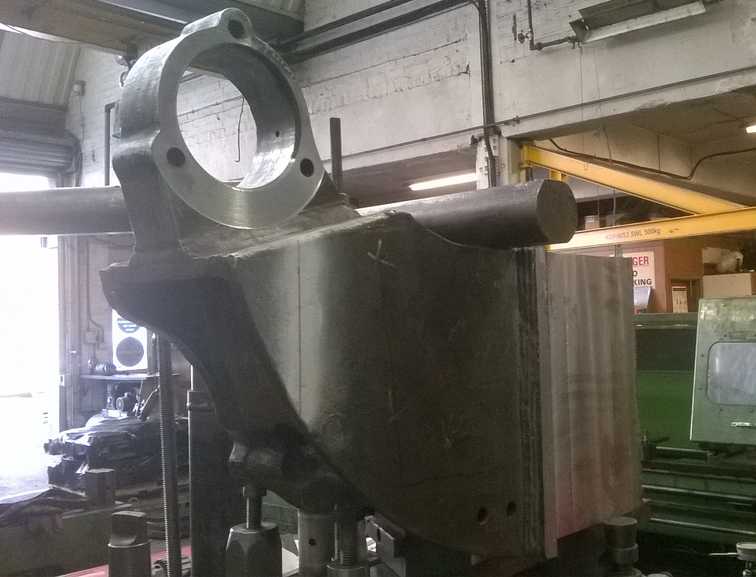
The combined brake and spring bracket is doing very well at the works of K D Flavell. It has now been removed from the borer and will be put on a milling machine to do the final skimming of the bracket edges. The boss that holds the brakeshaft bearing is now true to the bracket section and the bracket is truly flat and square. The recess in the lower side of the bracket which accepts the Spenser spring box is yet to be rebuilt with weld and machined, however we were very fortunate that due to the careful machining of the boss section that this can now be retained without building up or replacement. During inspection at Flavell’s a number of cracks were found in the bracket and these have now been repaired. When the bracket is completed it will again be fully examined for defects before refitting to the loco.
The pistons have been measured accurately and examined for defects. It was decided that one of the tapers that fits into its crosshead could be improved by a little lapping to remove some marking. So with the piston rod stood vertically the overhead crane was used to support the crosshead and it was carefully lowered on to the rod. A little fine abrasive paste was put on and the crosshead carefully rotated. The lapping immediately showed good contact between the rod and crosshead and that the marking would not affect the fit.
As the boiler overhaul progresses apace in Llangollen, we are working our way through the refurbishment and repair of the boiler fittings. We must make sure that these are completed for when Llangollen need them for reassembling the boiler. This week the gauge frame refurbishment was completed. This has included the replacement of one of the gauge glass fanged valve units along with most of the gauge glass nuts and some of the plugs. New spindles have been made and new packings fitted. They look good enough to put on the mantelpiece. I did get a shock though when I couldn’t get our gauge glass spanner to fit the nuts. However when I cleaned up the spanner it fitted perfectly. We must remember not to keep the spanner on the warming shelf where it gets covered in grime that then gets baked on.
The right-hand splashers were fitted this week. They required some shimming under the end brackets as the right-hand footplating slopes very slightly down toward the loco frames. The old packings were discarded as they were unsuitable for further use so new single-piece packing pieces were made. They fit perfectly. The assembly of the splashers was completed by putting in all of the remaining fasteners. There are pipe clips to put up on the splashers and a start has been made on this.

Painting at the ends of the loco continues. The repaired brackets in front of the 2:1 lever stretcher were painted this week, only leaving the back of the front bufferbeam unpainted. By the end of the week the inside of the frames have been rubbed down ready for undercoat. At the back of the loco the dragbox has been primed. As part of the dragbox refurbishment we are also now examining the intermediate drawbar and safety links and their pins. These have now been removed from the tender.


The air pump overhaul continues with examining and cleaning the atomisers and testing the lubricator. All of the studs were removed from the steam cylinder and this has now gone for contractor repair.

The boring of the cylinder bolt holes continued this week with excellent results. There are only a couple of holes to do that are accessible with the present jig, then there are three to do that will require a modified setup.

Week commencing 17 March
Painting has now progressed to the application of white gloss on the inside of the mainframes. As the frames are being painted work has continued away from the loco for most of the week. The superheater has been revisited, with the studs examined to see if they are suitable for further use. The wasted and worn ones were removed and the good ones die-nutted to clean the threads.

The superheater flanges were cleaned off and the cover plates retrieved from store for inspection and cleaning. Meanwhile, the bogie frames have received further needle-gunning.

The safety links removed from the tender last week were stripped of paint this week, descaled and wire-brushed. After cleaning up they were measured and the results tabulated on a copy of the LNER drawing. The main tender drawbar pin received similar treatment.

The air pump overhaul continued with the inspection of the piston rings completed. We had hoped to hone some of the marking from the cylinders this week with the honer borrowed from NELPG, however our drill broke on another job so elbow grease and abrasive paper were used instead. The coupled horn lubrication oil boxes and pipes were retrieved from store. The pipes and oil boxes received a final cleaning and the oil boxes were fitted to the loco on Friday. The steam sands filler guards have also now been fitted.

Now that the gauge frame refurbishment has been completed we have moved on to the clack boxes. The main clack seat in one of the clack box castings is worn out and requires replacement. We tried to get it out while on the loco but it wouldn’t budge so it will have to be machined out. We have a replacement ready to go in.
The replacement of worn fasteners continued this week with a fitted bolt in the trailing right-hand hornblock casting. The hole was reamed last week and the new bolt made this week. However the surface of the casting was very uneven resulting in little surface contact with the nut on the bolt so the spotface was re-cut. The new bolt has now been fitted. A similar worn fitted bolt was removed from the leading right hornblock casting and the hole reamed. Again the surface under the nut was poor, requiring the spotface to be re-cut.
At the front of the loco, reaming of the cylinder holes began this week using the boring jig used over the past few weeks to dress the holes true. The reaming is done by hand and is hard work but the Engineering Team have now demonstrated that the method we are using will produce very good holes.
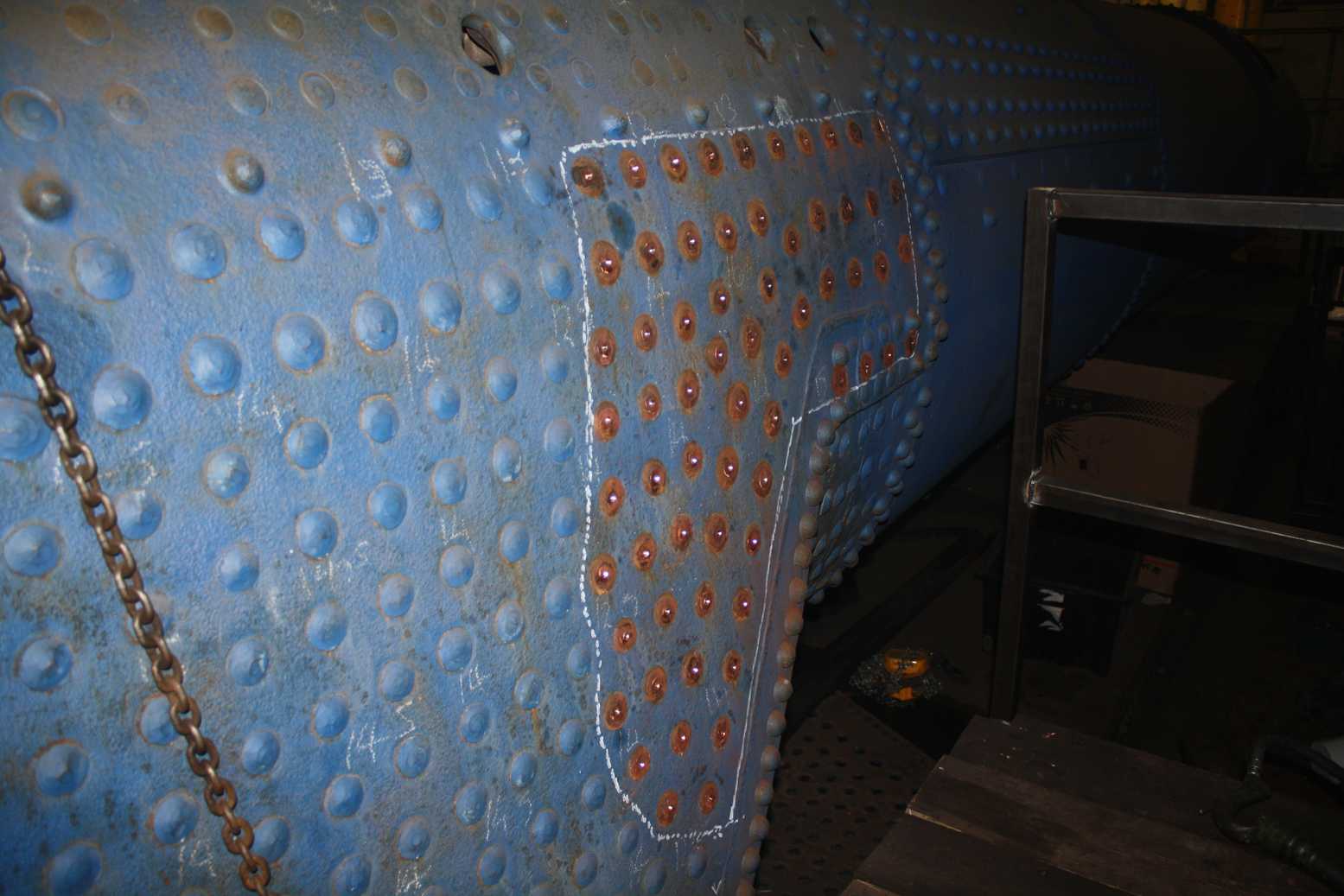
The final set of coupled wheels were receiving final profiling at the South Devon Railway by the end of the week. The new lining plates for the thrust faces of the bogie wheels have been made and are ready to fit. At Llangollen, the steel for the left outer wrapper side of the boiler is being fitted and the heads of the right-hand combustion chamber stays have been removed.

Week commencing 24 March
The brass oil boxes for lubricating the coupled wheel horns were fitted last week and the oil pipes were retrieved from store and cleaned. This week they were annealed and then the set for the trailing set of horns fitted. The remainder are ready to install. Also this week the bleed valves that are in the lubricating lines from the mechanical lubricator to the coupled wheel under keeps were were also retrieved from store. They were dismantled and cleaned out and all appear in good condition. A start was made on fitting them on their brackets at the top of the frames.

The combined control reservoir that, with the DV2 valve, allows vacuum brake application to be controlled when the loco is operating an air-braked train was retrieved from store this week. It was pressure tested and examined and will be suitable for further use. By the end of the week it had been repainted and is now ready for refitting. A lot of time was spent last week painting the numerous individual small brackets between the frames that clamp pipework in position. Fitting the lubrication clips that are fastened under the splasher frame bracket bolts was completed this week.

The coupled wheel axleboxes have bronze thrusts on the horizontal diameters. These are kept in place by headless screws, however one screw is missing and the thrust has moved slightly. This was carefully repositioned and the thread cleaned up. A new screw will be made and fitted.
The inspection of the intermediate drawgear continued this week, with the main drawbar being measured and compared to the LNER/BR drawing and the permissible wear allowances. The loco drawbar pins, main and safety link also received this attention.
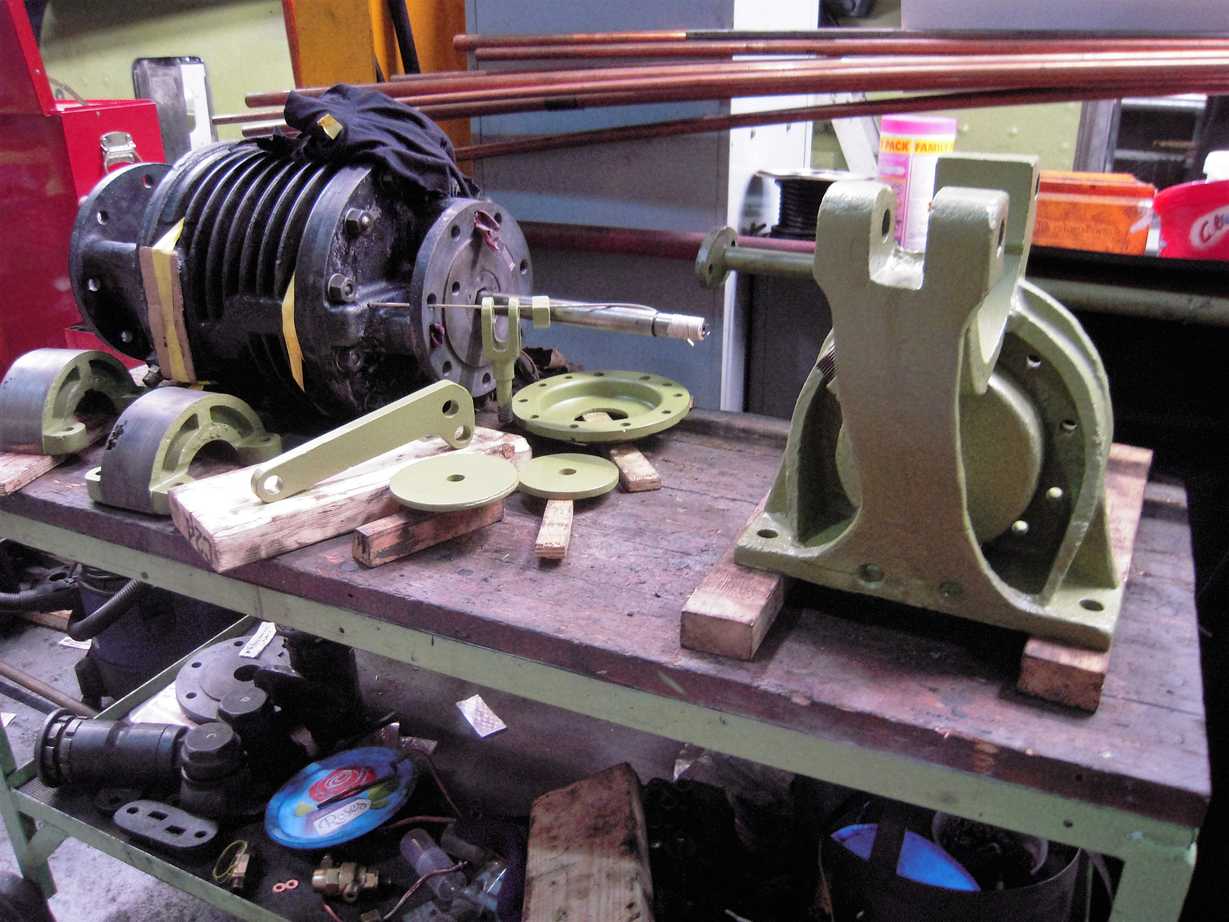
The reassembly of the air pump started this week. It cannot be completed yet as we are waiting for the return of the steam cylinder and new springs for the non-return valves. The air pump refurbishment team have now turned their attention to the reversing shaft vacuum clutch. This clamps tight to the reversing shaft to secure the valve gear cutoff position. The clutch has now been stripped and inspected. The clutch operates through the application of vacuum on a rubber diaphragm and this diaphragm will be replaced. The grip on the shaft is achieved with brake linings, and these also require replacement. One interesting find was the marking on the clutch of 2510 and 15, both numbers carried by A4 60015 Quicksilver.


The needle-gunning of the upturned bogie was completed this week. The bottom of the bogie structure can now be di-pen NDT examined.
Last week the hole for a new fitted bolt was prepared on the right leading coupled wheel horn and this week the new bolt was machined and fitted. Work on the repair of the cylinder flange holes continued with some holes bored and another completed by reaming through.

We finally got back on to riveting this week with both front footplate sections being riveted on to the brackets over the 2-to-1 link cut outs. The right -hand side required four out of five rivets replacing whereas the left required two replacing.

On Friday the combined spring and brake bracket was receiving it’s last attention at the works of K D Flavell with the groove for the Spenser spring box being cut. At Buckfastleigh all the coupled wheel tyres have now been finished profiled and journals and thrust faces are now being measured and skimmed where required.

Week commencing 31 March
The installation of the coupled wheel horn lubricating pipes was completed this week. The trailing set were fitted last week. The remaining mechanical lubricator bleed valves were also cleaned, inspected and refitted this week.


While between the frames the combined control reservoir and the air pump exhaust silencer box were also refitted. The tee that splits the steam supply to the steam sands to both sides of the loco has also been fitted.

The overhaul of boiler fittings and valves continued this week with the retrieval from store of the blower valve and the valve that was used to isolate the steam chest pressure signal to the exhaust steam injector, when that was fitted, but is now used to isolate the steam chest pressure gauge. The blower valve was dismantled and the valve was skimmed to return it to its correct profile. The seat was then ground but there are still a couple of marks that will have to be removed. The steam chest isolation valve does not see much operation so was in good condition. When lapped with a little fine abrasive paste it almost immediately showed continuous contact.

The last remaining corners behind the front bufferbeam were needle-gunned and primed this week, leaving just the area around the Cartazzi and the bogie stretcher to do. Alan had previously finished stripping and descaling the underside of the bogie and this week its detailed inspection began. The bogie centre casting was di-pen inspected this week. The bogie frame rivets and fitted bolts were also examined and all have proved to be tight.

This week, representatives of the Engineering Team visited Llangollen to see progress with the boiler. As reported previously, the left-hand side out wrapper sheet has been welded in place and work continues on fitting it to the outer door plate and foundation ring. Work has begun on the removal of the combustion chamber stays on both sides, and there is a plasma cutter on-site and it is now being used for the removal of the copper tubeplate. The new copper tubeplate being supplied by Crewe is now being machined so we are expecting completion of this in the next couple of weeks.
The inspection and measurement of the loco drawgear continued this week with the front draw hook and coupling shackle. The tender “eyebolt” that the intermediate draw bar is pinned into is the only remaining item that requires inspection but first we have to find a spanner to fit the large nut that fastens it in place.
We had another riveting session on Friday and the team got on very well. Unfortunately, the old rivets on the leading left-hand footplate bracket had come loose over last weekend, due to the clamping of the new rivets we put in. So these had to be removed and new rivets put in. By the end of the day all the left-hand footplating had been riveted, except for one hole. When inspected the next day all were tight. We are still trying to work out how to get a rivet into this last hole.
On Saturday the 007 Gang – our Junior Volunteers – retrieved the brake hangers and beams from store and refitted them to the loco. They did very well to refit these heavy parts on the loco. They have been refitted as we plan to measure their positions prior to refurbishment. After they completed this task they then started to descale under the tender front dragbox.

The boring and reaming of the outside cylinder holes is going well, with more than half the holes bored and approximately half the holes finish-reamed. A number of bolts are life-expired where the saddle casting and middle cylinder are fastened together. On Saturday we began the process of replacement by drilling and then punching out the first two.
These updates are fascinating. I’ve learnt so much about the hard practicalities of re-building what is a complex piece of machinery, designed and built in an age so very different to ours, with all your workmanlike practices set to a demanding, high standard for today’s use. Also well done for attracting young people to be involved, the overall sense of achievement for all ages when ‘Gresley’ is fired up and trialled for the first time will be immense – however much the Yorkshire way of showing such things might dictate! Thank you, your efforts are very much appreciated.